一种建筑板材冲压成型设备及其方法与流程
本发明属于板材成型加工,特别涉及一种建筑板材冲压成型设备及其方法。
背景技术:
1、铝单板是一种常用的建筑板材,通常由铝合金板材经过加工制成。在铝单板的加工过程中,需要对其进行冲压成型,以制成各种形状的铝单板产品。
2、传统的铝单板冲压装置需要人工进行上料,操作较为繁琐,工人工作量较大,大大影响了铝单板冲压成型的加工效率。
3、经检索,现有技术中,授权专利公告号:cn114260352b,公告日:2022-05-06,公开了一种铝单板冲压成型加工设备;包括底座、冲压装置和接料装置;本发明解决了目前波浪形铝单板冲压成型制作过程中存在的以下问题:首先对铝单板进行冲压后,会出现冲压后的铝单板与模具紧贴不易取出,耗费工时,影响工作效率;其次铝单板加工过程中为了提高加工效率,工人在取料送料时速度较快,使得工人容易产生工作疲劳,从而造成工人操作顺序错乱,进而发生不必要的安全事故,造成人财损失;再次铝单板在冲压成型后,上下模分离迅速会导致铝单板出现回弹现象,从而影响铝单板成型效果等问题;本发明提高了铝单板冲压成型的加工效率,保证了铝单板成型效果,减轻了工人工作强度。
4、但该装置仍存在以下缺陷:虽然提高了铝单板冲压成型的加工效率,保证了铝单板成型效果,但是该装置在对铝单板进行冲压成型加工时,需要人工进行上料,加大了工人工作量,且在不停机的状态下进行人工上料,易对工人的人身安全造成威胁。
技术实现思路
1、针对上述问题,本发明提供了一种建筑板材冲压成型设备及其方法,包括加工台,所述加工台上设置有上料机构,所述加工台上设置有两组下料机构;
2、所述加工台上固定连接有若干组立柱,若干组所述立柱的顶端设置有顶板,所述顶板的顶端中心处转动连接有蜗轮,所述蜗轮上啮合连接有两组齿板;
3、所述顶板上设置有两组冲压机构,两组所述冲压机构分别与两组齿板啮合连接;
4、所述顶板的底端转动连接有换料机构,所述换料机构与蜗轮的中心处固定连接;
5、通过蜗轮带动两组冲压机构进行板材冲压操作,同时通过蜗轮带动换料机构转动,实现对换料机构位置的切换,使换料机构配合上料机构与两组下料机构进行自动上下料的操作。
6、进一步的,所述加工台上设置有控制器,所述顶板上设置有盖板,所述顶板上安装有伺服电机,所述伺服电机的输出端传动连接有蜗杆,所述蜗杆与蜗轮啮合连接。
7、进一步的,两组所述齿板的底端均设置有滑栓,所述顶板上开设有两组滑槽,两组所述滑槽分别与两组滑栓活动贴合。
8、进一步的,所述冲压机构包括齿轮,所述齿轮转动连接在顶板上,且所述齿轮与对应一组齿板啮合连接,所述齿轮上设置有主动带轮,所述顶板上转动连接有传动轮,所述传动轮上设置有从动带轮,所述从动带轮与主动带轮上均套设有皮带,所述从动带轮与齿轮的底端中心处均固定连接有丝杆,两组所述丝杆的底端均与加工台转动连接,两组所述丝杆上均螺纹连接有内螺纹块,两组所述内螺纹块之间固定连接有上模座,所述上模座的底端设置有凸模。
9、进一步的,所述加工台上设置有两组下模座,两组所述下模座分别设置在上料机构的两端,两组所述下模座与上料机构之间均设置有导料辊,两组所述下模座内均设置有凹模,两组所述凹模分别设置在对应一组凸模的正下方。
10、进一步的,所述换料机构包括转轴,所述转轴的顶端贯穿顶板后与蜗轮的中心处固定连接,所述转轴的底端设置有曲杆,所述曲杆的底端设置有联动板,所述联动板上安装有伸缩气缸,所述伸缩气缸的输出端贯穿联动板后传动连接有推料板。
11、进一步的,所述下模座内开设有凹槽,所述凹槽的内壁与凹模活动贴合,所述凹槽内设置有辅助脱模机构,所述凹模的底端设置有若干组伸缩杆,所述凹模与凹槽的内壁底端之间设置有若干组弹簧,若干组所述弹簧分别套设在若干组伸缩杆上。
12、进一步的,所述辅助脱模机构包括上密封环与下密封环,所述上密封环与凹模的底端固定连接,所述下密封环与凹槽的内壁底端固定连接,所述上密封环与下密封环之间设置有伸缩气管,若干组所述伸缩杆均设置在伸缩气管内部。
13、进一步的,所述下密封环的侧壁设置有两组弯管,两组所述弯管均与伸缩气管的内部相互连通,两组所述弯管上均连通有横管,两组所述弯管与横管均嵌入式安装在下模座内,两组所述横管上均连通有若干组导气管,若干组所述导气管的一端均延伸至凹槽内。
14、一种建筑板材冲压成型设备的方法,所述方法包括:初始状态下,换料机构停留在上料机构的一侧,换料机构将一组待加工板材推至一组冲压机构正下方后复位;
15、蜗轮带动两组齿板向相反方向移动,一组冲压机构进行冲压操作,另一组冲压机构进行脱模操作;
16、此时蜗轮带动换料机构转动,使换料机构转动至上料机构的另一侧,开启换料机构将一组待加工板材推至另一组冲压机构的正下方后复位;
17、两组冲压机构循环进行交替的冲压与脱模操作,换料机构进行循环的往复旋转与推料的操作。
18、本发明的有益效果是:
19、1、通过蜗轮带动两组冲压机构进行板材冲压操作,同时通过蜗轮带动换料机构转动,实现对换料机构位置的切换,使换料机构配合上料机构与两组下料机构进行自动上下料的操作,使该装置无需人工上下料即可进行板材的自动冲压成型加工,有效减轻工人工作量,且有效避免人工上料导致工人人身安全受到威胁。
20、2、通过伺服电机带动蜗杆做间歇性正反转,从而使上模座带动凸模做间歇性上下往复移动,且当一组凸模向下移动进行冲压操作的同时,另一组凸模向上移动进行脱模操作,通过使两组凸模进行交替的冲压操作,大大缩短上下料的时间间隙,有效提升板材冲压成型加工的效率。
21、3、通过使蜗轮带动两组齿板同时向相反方向移动,使两组齿板每次移动的行程保持一致,从而使两组冲压机构冲压过程中移动的行程相同,使两组冲压机构完成冲压的成型效果一致,有效提升了板材冲压成型加工的良品率,且通过同一组驱动带动两组冲压机构进行冲压操作,有效节约能源。
22、4、通过使凸模向下移动,使凸模接触待加工板材并进行挤压,凸模带动凹模向下移动,使伸缩杆收缩,弹簧逐渐压缩,同时伸缩气管压缩,完成冲压操作后,凸模向上移动,由于弹簧的张力作用,使凹模向上移动,带动伸缩气管拉伸,伸缩气管拉伸的同时,若干组导气管的进气端产生负压,对成品板材产生吸引作用力,使成品板材与凸模脱离,有效避免板材吸附在凸模上影响下料操作。
技术特征:
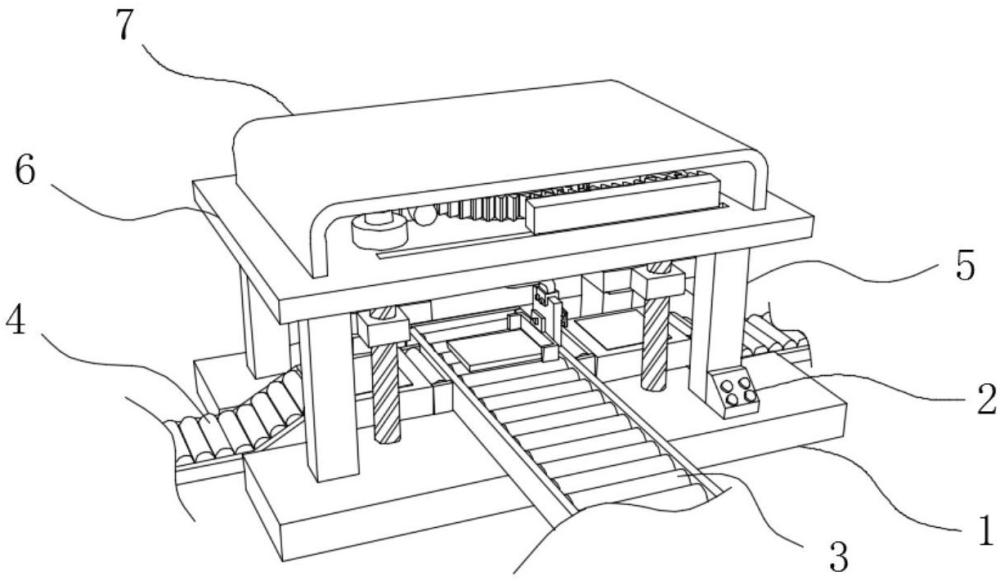
1.一种建筑板材冲压成型设备,包括加工台(1),其特征在于:所述加工台(1)上设置有上料机构(3),所述加工台(1)上设置有两组下料机构(4);
2.根据权利要求1所述的建筑板材冲压成型设备,其特征在于:所述加工台(1)上设置有控制器(2),所述顶板(6)上设置有盖板(7),所述顶板(6)上安装有伺服电机(10),所述伺服电机(10)的输出端传动连接有蜗杆(11),所述蜗杆(11)与蜗轮(8)啮合连接。
3.根据权利要求1所述的建筑板材冲压成型设备,其特征在于:两组所述齿板(9)的底端均设置有滑栓(901),所述顶板(6)上开设有两组滑槽(601),两组所述滑槽(601)分别与两组滑栓(901)活动贴合。
4.根据权利要求1所述的建筑板材冲压成型设备,其特征在于:所述冲压机构(12)包括齿轮(1201),所述齿轮(1201)转动连接在顶板(6)上,且所述齿轮(1201)与对应一组齿板(9)啮合连接,所述齿轮(1201)上设置有主动带轮(1202),所述顶板(6)上转动连接有传动轮(1203),所述传动轮(1203)上设置有从动带轮(1204),所述从动带轮(1204)与主动带轮(1202)上均套设有皮带(1205),所述从动带轮(1204)与齿轮(1201)的底端中心处均固定连接有丝杆(1206),两组所述丝杆(1206)的底端均与加工台(1)转动连接,两组所述丝杆(1206)上均螺纹连接有内螺纹块(1207),两组所述内螺纹块(1207)之间固定连接有上模座(1208),所述上模座(1208)的底端设置有凸模(1209)。
5.根据权利要求4所述的建筑板材冲压成型设备,其特征在于:所述加工台(1)上设置有两组下模座(13),两组所述下模座(13)分别设置在上料机构(3)的两端,两组所述下模座(13)与上料机构(3)之间均设置有导料辊(17),两组所述下模座(13)内均设置有凹模(14),两组所述凹模(14)分别设置在对应一组凸模(1209)的正下方。
6.根据权利要求1所述的建筑板材冲压成型设备,其特征在于:所述换料机构(16)包括转轴(1601),所述转轴(1601)的顶端贯穿顶板(6)后与蜗轮(8)的中心处固定连接,所述转轴(1601)的底端设置有曲杆(1602),所述曲杆(1602)的底端设置有联动板(1603),所述联动板(1603)上安装有伸缩气缸(1604),所述伸缩气缸(1604)的输出端贯穿联动板(1603)后传动连接有推料板(1605)。
7.根据权利要求5所述的建筑板材冲压成型设备,其特征在于:所述下模座(13)内开设有凹槽(1301),所述凹槽(1301)的内壁与凹模(14)活动贴合,所述凹槽(1301)内设置有辅助脱模机构(15),所述凹模(14)的底端设置有若干组伸缩杆(18),所述凹模(14)与凹槽(1301)的内壁底端之间设置有若干组弹簧(19),若干组所述弹簧(19)分别套设在若干组伸缩杆(18)上。
8.根据权利要求7所述的建筑板材冲压成型设备,其特征在于:所述辅助脱模机构(15)包括上密封环(1501)与下密封环(1502),所述上密封环(1501)与凹模(14)的底端固定连接,所述下密封环(1502)与凹槽(1301)的内壁底端固定连接,所述上密封环(1501)与下密封环(1502)之间设置有伸缩气管(1503),若干组所述伸缩杆(18)均设置在伸缩气管(1503)内部。
9.根据权利要求8所述的建筑板材冲压成型设备,其特征在于:所述下密封环(1502)的侧壁设置有两组弯管(1504),两组所述弯管(1504)均与伸缩气管(1503)的内部相互连通,两组所述弯管(1504)上均连通有横管(1505),两组所述弯管(1504)与横管(1505)均嵌入式安装在下模座(13)内,两组所述横管(1505)上均连通有若干组导气管(1506),若干组所述导气管(1506)的一端均延伸至凹槽(1301)内。
10.一种应用于权利要求1-9任一项所述的建筑板材冲压成型设备的方法,其特征在于:所述方法包括:
技术总结
本发明涉及板材成型加工技术领域,特别涉及一种建筑板材冲压成型设备及其方法。包括加工台,所述加工台上设置有上料机构,所述加工台上设置有两组下料机构;所述加工台上固定连接有若干组立柱,若干组所述立柱的顶端设置有顶板,所述顶板的顶端中心处转动连接有蜗轮,所述蜗轮上啮合连接有两组齿板;所述顶板上设置有两组冲压机构,两组所述冲压机构分别与两组齿板啮合连接;所述顶板的底端转动连接有换料机构,所述换料机构与蜗轮的中心处固定连接;通过蜗轮带动两组冲压机构进行板材冲压操作,同时通过蜗轮带动换料机构转动,实现对换料机构位置的切换,使换料机构配合上料机构与两组下料机构进行自动上下料的操作。
技术研发人员:杨宇良
受保护的技术使用者:江苏索睿亚建筑材料有限公司
技术研发日:
技术公布日:2025/1/9
- 还没有人留言评论。精彩留言会获得点赞!