本发明涉及冲压模具,具体涉及一种模块化冲压模具。
背景技术:
1、冲压模具是一种在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的特殊工艺装备,也称为冷冲压模具。冲压是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。冲压模具可以根据加工方法的不同,分为冲剪模具、弯曲模具、抽制模具、成形模具和压缩模具等五大类。
2、而现有的冲压模具,为了应对市场变化的需求,需要不断调整产品材质、料厚或微调定位尺寸公差用于市场验证,导致同一机型出现很多相似的零部件产品并行生产,需要不断制作类似的模具或不断更改模具尺寸,导致成本和周期都受到很大影响。
技术实现思路
1、为此,本发明实施例提供一种模块化冲压模具,以解决上述技术存在的问题。
2、为了实现上述目的,本发明实施例提供如下技术方案:
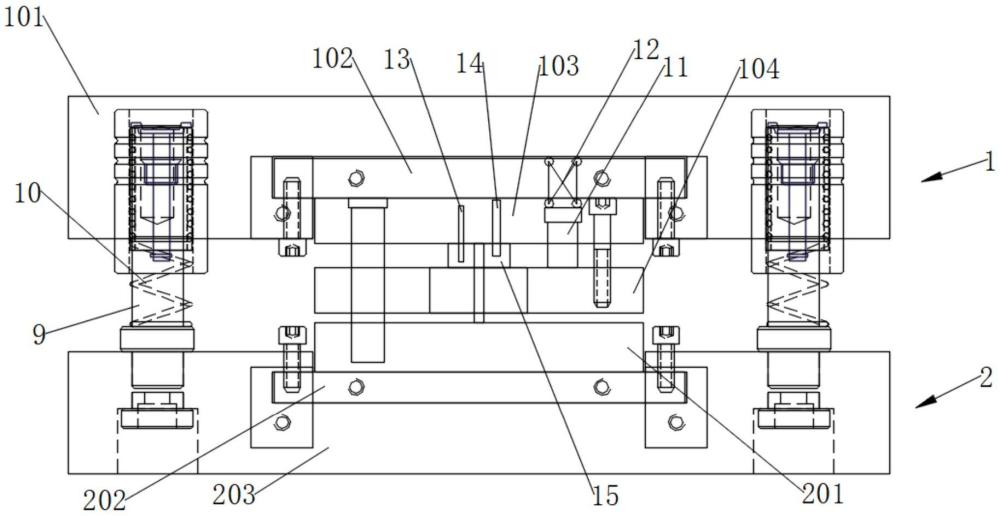
3、一种模块化冲压模具,其特征在于,包括上模组与下模组:
4、所述上模组包括由上至下依次设置并连接的的上模座、上垫板、上夹板与脱料板,所述脱料板上开设有贯穿脱料板上下的第一型腔,所述第一型腔内设置有冲头镶件,所述冲头镶件穿过所述第一型腔,所述冲头镶件的顶部与上夹板贴合,所述冲头镶件可拆卸连接于第一型腔内;
5、所述下模座包括由上至下依次设置并连接的下夹板、下垫板与下模板,所述下夹板上开设有第二型腔,所述第二型腔内设置有凹模镶件,所述凹模镶件与冲头镶件相适配,且凹模镶件可拆卸固定连接于第二型腔内。
6、可选地,所述脱料板的底部位于第一型腔的周侧设置有若干第一固定孔,所述冲头镶件的周侧对应的位置处开设有若干第二固定孔,对应位置的第一固定孔与第二固定孔组成一个圆形的第一螺栓孔,第一螺栓孔内安装螺栓;
7、冲头镶件的顶部与上夹板的底部贴合并固定。
8、可选地,所述上夹板内设置有定位销与固定螺栓,所述定位销及固定螺栓固定于上夹板上,冲头镶件与上夹板之间设置有冲头护套,冲头护套两端分别与上夹板及冲头镶件连接,所述冲头护套上设置有与定位销对应的定位孔以及与固定螺栓对应的螺栓孔。
9、可选地,所述下夹板的顶部位于第二型腔的周侧设置有若干第三固定孔,所述凹模镶件的周侧对应的位置处开设有若干第四固定孔,对应位置的第三固定孔与第四固定孔组成一个圆形的第二螺栓孔,第二螺栓孔内安装螺栓。
10、可选地,所述上模座与下模座之间设置有外导柱,外导柱的底部固定连接于下模座上,外导柱的顶部与上模座滑动连接,外导柱上套设有第一弹簧。
11、可选地,所述上垫板内开设有限位孔,限位孔内设置有限位杆,所述限位杆贯穿上夹板与脱料板固定连接,所述限位孔内设置有第二弹簧,所述第二弹簧一端固定于限位杆上,第二弹簧的另一端固定于限位孔内;
12、第二弹簧处于初始状态下,脱料板与上夹板之间设置有间隙。
13、可选地,所述定位销采用护套通用定位销,对不同的冲头护套进行定位。
14、本发明至少具有以下有益效果:
15、本发明通过设置脱料板上的第一型腔内的冲头镶件,来固定对应型号的冲头,冲头镶件与脱料板采用可拆卸的固定方式,可以更换不同的冲头镶件,来更换冲头,同时,下夹板上第二型腔内的凹模镶件也采用可拆卸的固定方式,可以随冲头镶件,更换相适配的凹模镶件,进而更换对应的凹模,从而能够实现在产品尺寸发生改变时,更换冲头镶件和凹模镶件,即可完成产品的冲压,进而节省成本以及生产周期。
技术特征:1.一种模块化冲压模具,其特征在于,包括上模组与下模组:
2.根据权利要求1所述的一种模块化冲压模具,其特征在于:所述脱料板的底部位于第一型腔的周侧设置有若干第一固定孔,所述冲头镶件的周侧对应的位置处开设有若干第二固定孔,对应位置的第一固定孔与第二固定孔组成一个圆形的第一螺栓孔,第一螺栓孔内安装螺栓;
3.根据权利要求2所述的一种模块化冲压模具,其特征在于:所述上夹板内设置有定位销与固定螺栓,所述定位销及固定螺栓固定于上夹板上,冲头镶件与上夹板之间设置有冲头护套,冲头护套两端分别与上夹板及冲头镶件连接,所述冲头护套上设置有与定位销对应的定位孔以及与固定螺栓对应的螺栓孔。
4.根据权利要求1所述的一种模块化冲压模具,其特征在于:所述下夹板的顶部位于第二型腔的周侧设置有若干第三固定孔,所述凹模镶件的周侧对应的位置处开设有若干第四固定孔,对应位置的第三固定孔与第四固定孔组成一个圆形的第二螺栓孔,第二螺栓孔内安装螺栓。
5.根据权利要求1所述的一种模块化冲压模具,其特征在于:所述上模座与下模座之间设置有外导柱,外导柱的底部固定连接于下模座上,外导柱的顶部与上模座滑动连接,外导柱上套设有第一弹簧。
6.根据权利要求1所述的一种模块化冲压模具,其特征在于:所述上垫板内开设有限位孔,限位孔内设置有限位杆,所述限位杆贯穿上夹板与脱料板固定连接,所述限位孔内设置有第二弹簧,所述第二弹簧一端固定于限位杆上,第二弹簧的另一端固定于限位孔内;
7.根据权利要求3所述的一种模块化冲压模具,其特征在于:所述定位销采用护套通用定位销,对不同的冲头护套进行定位。
技术总结本发明公开了一种模块化冲压模具,涉及冲压模具技术领域。包括上模组与下模组:所述上模组包括由上至下依次设置并连接的的上模座、上垫板、上夹板与脱料板,所述脱料板上开设有贯穿脱料板上下的第一型腔,所述第一型腔内设置有冲头镶件,所述冲头镶件穿过所述第一型腔,所述冲头镶件的顶部与上夹板贴合,所述冲头镶件可拆卸连接于第一型腔内;所述下模座包括由上至下依次设置并连接的下夹板、下垫板与下模板,所述下夹板上开设有第二型腔,所述第二型腔内设置有凹模镶件,所述凹模镶件与冲头镶件相适配,且凹模镶件可拆卸固定连接于第二型腔内。
技术研发人员:樊成权,赵欣刚,任翠竹,杨宝成
受保护的技术使用者:北京兰光精密机电有限公司
技术研发日:技术公布日:2025/2/5