一种提升涂层应力容限的表面微结构及其加工方法与流程
本发明属于激光刻蚀,具体涉及一种提升涂层应力容限的表面微结构及其加工方法。
背景技术:
1、航空发动机涂层是为了提升发动机性能和可靠性而应用的重要技术手段,涂层种类众多,包括热障涂层、耐磨涂层、抗氧化涂层等,这些涂层的应用有助于提高发动机的效率性、耐久性和安全性。
2、目前涂层制备后无后处理工序,在热胀冷缩的作用下,由于涂层与基体的膨胀系数不同,热循环带来的应力变化会导致涂层开裂甚至脱落,是困扰涂层持久使用需求的一大难题。面对零件涂层脱落,只能在发动机修理时更换零件,消耗大量修理成本,并且影响修理效率。
3、激光刻蚀加工是一种利用激光束对材料进行精细加工的方法,能够在材料上精准形成特定图案、结构。激光刻蚀具有高精度、高可控性、非接触式等优点,在精密机械加工领域广泛应用。
技术实现思路
1、本发明提供一种提升涂层应力容限的表面微结构及其加工方法,大幅提升了涂层应力容限能力,解决了涂层在热循环环境下的开裂和脱落问题,延长涂层使用时间,节约带涂层零件的修理成本。
2、本发明的技术方案如下:
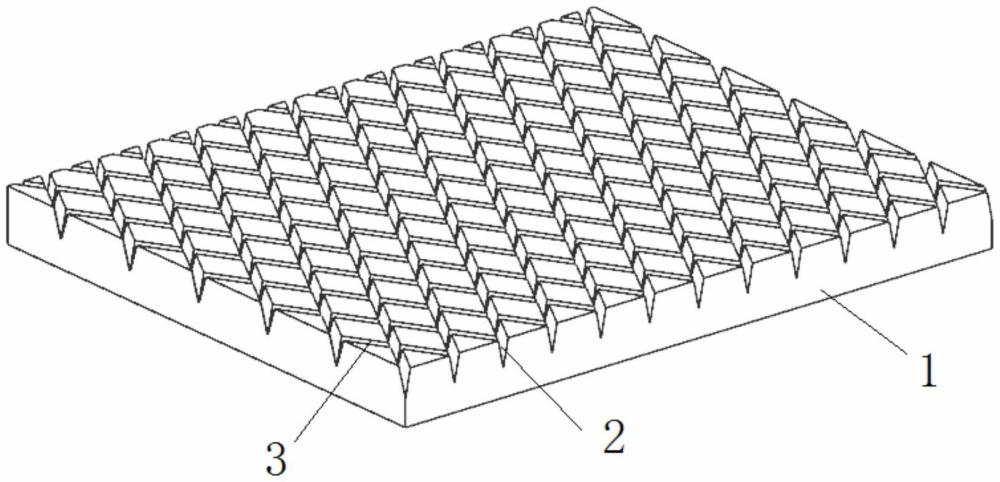
3、一种提升涂层应力容限的表面微结构,通过激光刻蚀机在涂层表面加工出平行均布的多个第一方向沟槽及平行均布的多个第二方向沟槽,第一方向沟槽与第二方向沟槽之间的夹角为60°,形成网状分布的表面微结构;第一方向沟槽与第二方向沟槽的截面形状皆为倒置的等腰三角形。
4、进一步地,所述的提升涂层应力容限的表面微结构,相邻的第一方向沟槽之间的间距为5mm,相邻的第二方向沟槽之间的间距为5mm。
5、进一步地,所述的提升涂层应力容限的表面微结构,所述等腰三角形的底边长度为100μm、高为500μm。
6、进一步地,所述的提升涂层应力容限的表面微结构,所述等腰三角形的高度小于涂层厚度的一半。
7、上述的提升涂层应力容限的表面微结构的加工方法,包括如下步骤:
8、1)将待加工零件固定在激光刻蚀机的卡盘上;
9、2)零件扫描后通过成像法建模;
10、3)导入刻蚀图案,通过分块方式生成加工程序;
11、4)设置激光刻蚀机的工艺参数;工艺参数包括功率、脉宽、重复频率、光斑直径和扫描速度;
12、5)激光刻蚀;分块刻蚀加工,直至整个涂层加工完毕;
13、6)零件清理;采用压缩空气清理零件涂层表面,去除涂层表面附着的颗粒。
14、进一步地,所述的加工方法,激光刻蚀机的工艺参数为:功率18w,脉宽100ns,重复频率60khz,光斑直径0.03mm,扫描速度500mm/s。
15、进一步地,所述的加工方法,激光刻蚀机采用绿光波段激光。
16、本发明的有益效果为:
17、本发明提供一种提升涂层应力容限的表面微结构及其加工方法,其表面微结构能够在热胀冷缩的作用下,能够将产生的应力予以释放,大幅提升了涂层应力容限能力,解决了涂层在热循环环境下的开裂和脱落问题,延长涂层使用时间,节约带涂层零件的修理成本。加工时,激光刻蚀机采用绿光波段激光,相比于常用红外波段激光,加工质量明显提升,开槽尺寸和槽表面精度均有明显改善。
技术特征:
1.一种提升涂层应力容限的表面微结构,其特征在于,通过激光刻蚀机在涂层表面加工出平行均布的多个第一方向沟槽及平行均布的多个第二方向沟槽,第一方向沟槽与第二方向沟槽之间的夹角为60°,形成网状分布的表面微结构;第一方向沟槽与第二方向沟槽的截面形状皆为倒置的等腰三角形。
2.根据权利要求1所述的提升涂层应力容限的表面微结构,其特征在于,相邻的第一方向沟槽之间的间距为5mm,相邻的第二方向沟槽之间的间距为5mm。
3.根据权利要求1所述的提升涂层应力容限的表面微结构,其特征在于,所述等腰三角形的底边长度为100μm、高为500μm。
4.根据权利要求3所述的提升涂层应力容限的表面微结构,其特征在于,所述等腰三角形的高度小于涂层厚度的一半。
5.如权利要求1所述的提升涂层应力容限的表面微结构的加工方法,其特征在于,包括如下步骤:
6.根据权利要求5所述的加工方法,其特征在于,激光刻蚀机的工艺参数为:功率18w,脉宽100ns,重复频率60khz,光斑直径0.03mm,扫描速度500mm/s。
7.根据权利要求5所述的加工方法,其特征在于,激光刻蚀机采用绿光波段激光。
技术总结
本发明属于激光刻蚀技术领域,具体涉及一种提升涂层应力容限的表面微结构及其加工方法。本发明的技术方案如下:一种提升涂层应力容限的表面微结构,通过激光刻蚀机在涂层表面加工出平行均布的多个第一方向沟槽及平行均布的多个第二方向沟槽,第一方向沟槽与第二方向沟槽之间的夹角为60°,形成网状分布的表面微结构;第一方向沟槽与第二方向沟槽的截面形状皆为倒置的等腰三角形。本发明提供的提升涂层应力容限的表面微结构及其加工方法,大幅提升了涂层应力容限能力,解决了涂层在热循环环境下的开裂和脱落问题,延长涂层使用时间,节约带涂层零件的修理成本。
技术研发人员:杨林青,钱昆,于真鹤,杨淞澔,黄嵩勋
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:
技术公布日:2025/2/27
- 还没有人留言评论。精彩留言会获得点赞!