一种高温合金扩散器机匣的加工方法及装置与流程
本发明属于航空发动机制造,具体涉及一种高温合金扩散器机匣的加工装置及其加工方法。
背景技术:
1、扩散器机匣是航空发动机中的一种典型零件,在各类涡喷、涡扇航空发动机中普遍应用。随着材料科学的不断发展,高温合金材料具有良好的疲劳性能和断裂韧性,在发动机零件中的使用占比越来越高,然而在焊接、成型和机械加工过程中,零件易产生内应力,导致零件发生变形。零件一旦发生变形,则需要增加相应的手工校正,大幅增加产品的生产周期,使得产品生产成本也随之大幅增加。
2、目前,扩散器机匣为典型的不规则薄壁类零件,现行的加工工艺流程为:……自动氩弧焊-除焊接应力-校正-……,此流程在实际加工过程中采用上、下结构分别对机匣的外型面施加压力,因为上、下安装边和锥体(t=0.8~1.0mm)之间壁厚差异大(图2所示),校正过程中难以控制变形量,容易产生“错边”的情况,使零件损伤报废。
技术实现思路
1、本发明旨在设计一种高温合金扩散器机匣的加工方法及装置,该装置根据零件结构特性和材料线膨胀系数,分别对上、下安装边和锥体进行间隙尺寸设计,以达到对扩散器机匣进行整体热校型的目的。同时选取合适的温度参数,可将传统工艺流程中的“除焊接应力-校正”合并为“热校型”一道工序,提升零件加工质量的同时大幅提升零件的加工速率。
2、为实现上述目的,本发明采用了如下技术方案:
3、一种高温合金扩散器机匣的加工方法,所述扩散器机匣的上安装边外型面带有凹槽,下安装边的外型面呈齿状,加工方法包括通过氩弧焊焊接厚度不相同的上安装边、锥体和下安装边,且在氩弧焊后通过热校型同时实现焊接应力的消除以及外形尺寸的校正,热校型过程中,针对上安装边、锥体和下安装边按照下述方式整体施加校型作用力:
4、对上安装边的上端面施加由上向下的轴向作用力,对上安装边的内环面施加由内向外的径向作用力;
5、对锥体的内锥面施加由内向外的径向作用力;
6、对下安装边的下端面施加由下向上的轴向作用力,对下安装边的上端面施加由上向下的轴向作用力,对下安装边的内环面施加由内向外的径向作用力。
7、作为一种方案,所述上安装边、锥体和下安装边与同一个热校型夹具装配,并通过控制热校型过程中上安装边、锥体和下安装边的变形量小于热校型夹具的变形量实现校形,通过控制上安装边、锥体和下安装边在扩散器机匣径向上到热校型夹具型面的间隙大小控制校形量。
8、作为一种方案,选择升温时线性膨胀系数大于上安装边、锥体和下安装边线性膨胀系数的材料作为热校型夹具的制备材料。
9、作为一种方案,所述上安装边、锥体和下安装边的材质为gh3044;
10、所述装配夹具的材质为1cr18ni9ti;
11、所述热校型的温度为900±10℃;
12、所述热校型的保温时间为3.5h~4.0h。
13、一种高温合金扩散器机匣的加工装置,包括:
14、底板,所述底板的外径大于下安装边的外径;
15、定位环,所述定位环可拆卸连接在底板的上端面,定位环包括上环形面和下环形面,上环形面和下环形面通过锥形面连接;
16、盖板,所述盖板可拆卸安装在定位环的上环形面上;
17、压板,所述压板均布在底板的上端面,且至少有一部分位于定位环的下环形面上方。
18、作为一种方案,所述定位环通过插入其下环形面上的螺钉与底板连接。
19、作为一种方案,所述定位环的锥形面上开有减重槽口。
20、作为一种方案,所述盖板通过贯穿其自身的立柱与定位环的上环形面连接,且立柱通过楔块和螺母将盖板与定位环的上环形面压紧。
21、作为一种方案,所述压板的上端设置有偏心轮,偏心轮的转轴通过活节螺栓与底板的上端面连接,偏心轮上还连接有手柄。
22、作为一种方案,所述底板的上端面还设置有吊环,所述盖板的周向表面还设置有吊装螺钉。
23、相较于传统冷校法,本发明所设计的装置在高温条件下对扩散器机匣进行施压,能确保扩散器机匣内部的焊接和成型所产生的内应力充分释放。相较于传统热校法,本发明所设计的装置通过合理的间隙设计,对结构差异较大(主要是形状和厚度差异)的上、下安装边和锥体进行整体校正,传统热校难以满足该类机匣的整体校正。
24、与现有技术相比,本发明具备有以下优点:
25、(1)通过盖板、定位环、底板和压板的配合,同时通过控制热校型夹具材料热膨胀系数大于扩散器机匣,并且设置热校型夹具上不同位置与扩散器机匣不同厚度位置的间隙差异,解决了复杂机匣类零件上安装边、锥体和下安装边的变形控制难点,还解决了热校型后扩散器机匣从热校型夹具上拆卸困难的问题。
26、(2)通过温度参数和时间参数的调整,将传统的除焊接应力工序和校正工序优化为一道工序,提升了加工效率,降低了能源消耗;
27、(3)压板的驱动结构,盖板的压紧结构以及定位环的安装结构设计巧妙,装卸简单,操作简洁;
28、(4)通过该装置的设计制造,采用热校型取代手工校正,一方面保证零件尺寸,同时消除焊接和成型所带来的应力集中,提升了产品质量。
技术特征:
1.一种高温合金扩散器机匣的加工方法,所述扩散器机匣的上安装边外型面带有凹槽,下安装边的外型面呈齿状,其特征在于:加工方法包括通过氩弧焊焊接厚度不相同的上安装边、锥体和下安装边,且在氩弧焊后通过热校型同时实现焊接应力的消除以及外形尺寸的校正,热校型过程中,针对上安装边、锥体和下安装边按照下述方式整体施加校型作用力:
2.根据权利要求1所述的一种高温合金扩散器机匣的加工方法,其特征在于:所述上安装边、锥体和下安装边与同一个热校型夹具装配,并通过控制热校型过程中上安装边、锥体和下安装边的变形量小于热校型夹具的变形量实现校形,通过控制上安装边、锥体和下安装边在扩散器机匣径向上到热校型夹具型面的间隙大小控制校形量。
3.根据权利要求2所述的一种高温合金扩散器机匣的加工方法,其特征在于:选择升温时线性膨胀系数大于上安装边、锥体和下安装边线性膨胀系数的材料作为热校型夹具的制备材料。
4.根据权利要求2所述的一种高温合金扩散器机匣的加工方法,其特征在于:所述上安装边、锥体和下安装边的材质为gh3044;
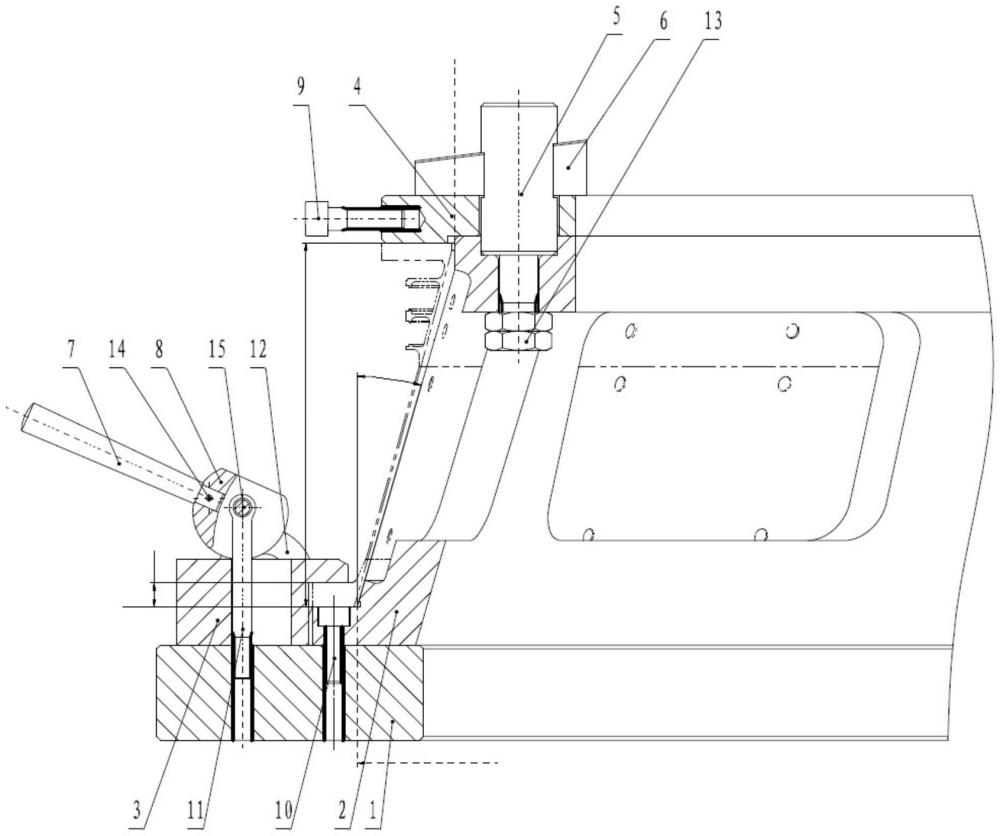
5.一种高温合金扩散器机匣的加工装置,其特征在于,包括:
6.根据权利要求5所述的一种高温合金扩散器机匣的加工装置,其特征在于:所述定位环(2)通过插入其下环形面上的螺钉与底板(1)连接。
7.根据权利要求5所述的一种高温合金扩散器机匣的加工装置,其特征在于:所述定位环(2)的锥形面上开有减重槽口。
8.根据权利要求5所述的一种高温合金扩散器机匣的加工装置,其特征在于:所述盖板(4)通过贯穿其自身的立柱(5)与定位环(2)的上环形面连接,且立柱(5)通过楔块(6)和螺母将盖板(4)与定位环(2)的上环形面压紧。
9.根据权利要求5所述的一种高温合金扩散器机匣的加工装置,其特征在于:所述压板(3)的上端设置有偏心轮,偏心轮的转轴通过活节螺栓(11)与底板(1)的上端面连接,偏心轮上还连接有手柄。
10.根据权利要求5所述的一种高温合金扩散器机匣的加工装置,其特征在于:所述底板(1)的上端面还设置有吊环,所述盖板(4)的周向表面还设置有吊装螺钉。
技术总结
本发明公开了一种高温合金扩散器机匣的加工方法及装置,通过对扩散器机匣的上安装边、锥体和下安装边施加作用力并配合加热保温实现焊接应力的去除和校正。本发明将传统的去焊接应力和校正工序合并为热校型一道工序,并设计了包括盖板、定位环、底板和压板的加工装置配合完成热校型,通过加工装置升温时的变形量差异提供校型作用力,并调整了温度参数和时间参数,使得热校型工序能够取代传统的去焊接应力和校正工序。本发明提升了加工效率,降低了能源消耗,保证了扩散器机匣的成品质量。
技术研发人员:侯飘,石克飞,陈艺驰,罗运芬
受保护的技术使用者:中国航发贵州黎阳航空动力有限公司
技术研发日:
技术公布日:2025/1/28
- 还没有人留言评论。精彩留言会获得点赞!