一种金属止动垫圈的加工方法与流程
本发明属于机械加工,特别涉及一种金属止动垫圈的加工方法。
背景技术:
1、在航天产品中,经常遇到使用非标金属止动垫圈的情况,按照传统加工方法,需设计弯折工装,然后使用丝材根据工装形状进行弯折成型,该方法每次只能加工1件产品,且成型后易出现回弹的情况,需要进行二次弯折成型,对于小批量的生产需求,该方法生产速度较慢。
技术实现思路
1、本发明解决的技术问题是:克服现有加工方式的不足,提供了一种金属止动垫圈的加工方法,该加工方法流程对同类零件具有普适性,可以达到缩短周期、降低成本效果。
2、本发明提供的技术方案如下:一种金属止动垫圈的加工方法,包括:
3、制作扭簧;
4、将制成的扭簧进行热处理稳定成型;
5、制作线切割机床使用的装夹工装;
6、使用线切割机床将扭簧切开形成止动垫圈。
7、所述制作扭簧,包括:使用与金属止动垫圈横截面直径相同的丝材,使用缠簧机将丝材制成扭簧,扭簧外径与金属止动垫圈外径相同,扭簧内径与金属止动垫圈内径相同;缠绕时圈与圈之间紧密缠绕。
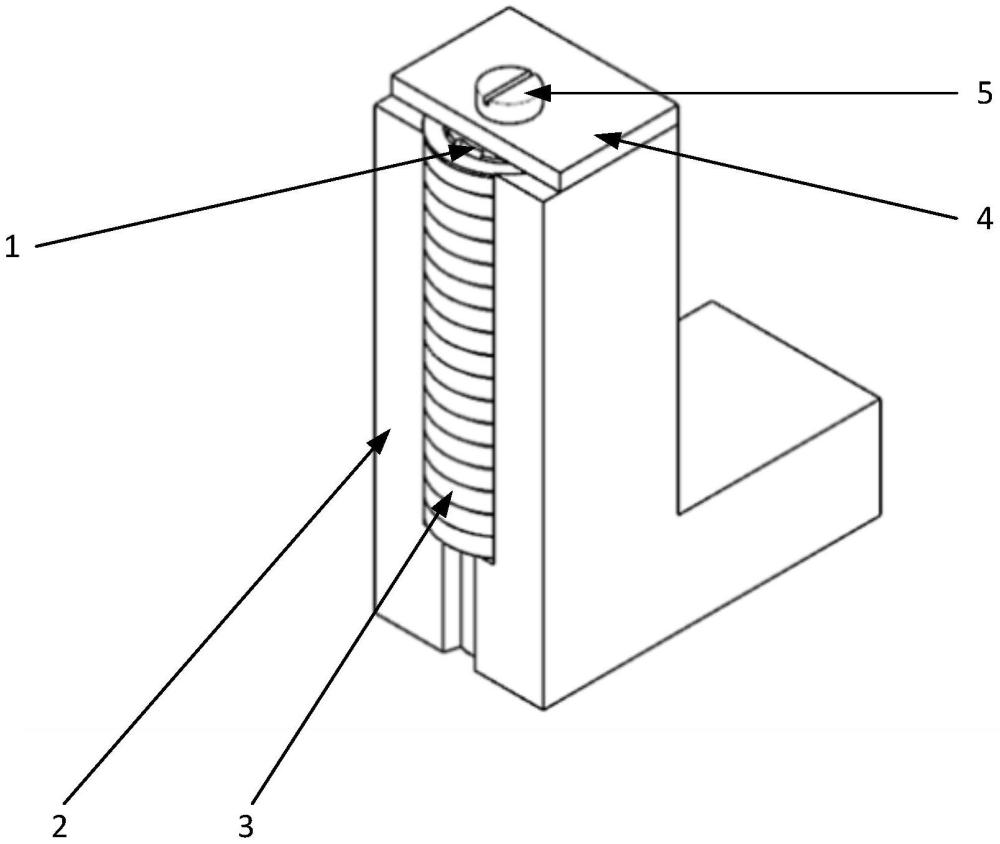
8、所述装夹工装包括:底座、芯轴和压板;芯轴安装在底座内部,用于与扭簧内径定位约束;芯轴一端通过螺纹与底座连接,另一端通过紧固件与安装在底座顶部的压板固定;所述压板用于将扭簧固定在工装上,防止切下的止动垫圈散落。
9、所述芯轴的有效长度即为扭簧的高度。
10、底座外侧切有一个扇形缺口,用于避让后续线切割的路径。
11、缺口角度范围大于金属止动垫圈最终需要切开的开口角度。
12、所述使用线切割机床将扭簧切开形成止动垫圈,包括:将芯轴拧入工装底座上,使用线切割机床整体将工装切出扇形避让缺口,该缺口的范围大于最终金属止动垫圈需要切开的角度范围;将扭簧装入工装,固定压板,使用线切割机床按照止动垫圈的开口角度进行切割,得到形成止动垫圈。
13、所述将扭簧装入工装,固定压板,包括:将扭簧插入工装芯轴上,在上方安装压板,使用紧固螺钉将压板固定在底座上,拧紧后,扭簧在工装内应处于压紧状态。
14、所述使用线切割机床按照止动垫圈的开口角度进行切割,包括:将工装连同扭簧一起固定到线切割机床上,以工装底座为基准找正;线切割机床沿着金属止动垫圈最终的开口角度对扭簧进行切割,切割时避让工装上已有的扇形避让缺口。
15、所述使用线切割机床将扭簧切开形成止动垫圈后,将切下的金属止动垫圈进行去倒钝、毛刺处理,并完成清理。
16、本发明与现有技术相比的优点在于:一般金属止动垫圈为圆环开口结构,常规加工方法需要设计弯折工装,通过工人手工使用工装弯折成型,加工效率低,成型质量不佳;本发明不再使用工装成型,而是先使用缠簧机按照加工弹簧的方法,绕制成型多圈弹簧,然后使用线切割加工方法将弹簧按照止动垫圈的开口角度切开,这样每圈弹簧自然形成了止动垫圈;本方法加工效率极高,可一次成型多件,且省去了人工误差,加工质量一致性好。
技术特征:
1.一种金属止动垫圈的加工方法,其特征在于,包括:
2.如权利要求1所述的一种金属止动垫圈的加工方法,其特征在于,所述制作扭簧,包括:使用与金属止动垫圈横截面直径相同的丝材,使用缠簧机将丝材制成扭簧,扭簧外径与金属止动垫圈外径相同,扭簧内径与金属止动垫圈内径相同;缠绕时圈与圈之间紧密缠绕。
3.如权利要求1所述的一种金属止动垫圈的加工方法,其特征在于,所述装夹工装包括:底座、芯轴和压板;芯轴安装在底座内部,用于与扭簧内径定位约束;芯轴一端通过螺纹与底座连接,另一端通过紧固件与安装在底座顶部的压板固定;所述压板用于将扭簧固定在工装上,防止切下的止动垫圈散落。
4.如权利要求3所述的一种金属止动垫圈的加工方法,其特征在于,所述芯轴的有效长度即为扭簧的高度。
5.如权利要求1所述的一种金属止动垫圈的加工方法,其特征在于,底座外侧切有一个扇形缺口,用于避让后续线切割的路径。
6.如权利要求5所述的一种金属止动垫圈的加工方法,其特征在于,缺口角度范围大于金属止动垫圈最终需要切开的开口角度。
7.如权利要求3所述的一种金属止动垫圈的加工方法,其特征在于,所述使用线切割机床将扭簧切开形成止动垫圈,包括:将芯轴拧入工装底座上,使用线切割机床整体将工装切出扇形避让缺口,该缺口的范围大于最终金属止动垫圈需要切开的角度范围;将扭簧装入工装,固定压板,使用线切割机床按照止动垫圈的开口角度进行切割,得到形成止动垫圈。
8.如权利要求7所述的一种金属止动垫圈的加工方法,其特征在于,所述将扭簧装入工装,固定压板,包括:将扭簧插入工装芯轴上,在上方安装压板,使用紧固螺钉将压板固定在底座上,拧紧后,扭簧在工装内应处于压紧状态。
9.如权利要求7所述的一种金属止动垫圈的加工方法,其特征在于,所述使用线切割机床按照止动垫圈的开口角度进行切割,包括:将工装连同扭簧一起固定到线切割机床上,以工装底座为基准找正;线切割机床沿着金属止动垫圈最终的开口角度对扭簧进行切割,切割时避让工装上已有的扇形避让缺口。
10.如权利要求1-9任一所述的一种金属止动垫圈的加工方法,其特征在于,所述使用线切割机床将扭簧切开形成止动垫圈后,将切下的金属止动垫圈进行去倒钝、毛刺处理,并完成清理。
技术总结
本发明提供了一种金属止动垫圈的加工方法,步骤如下:使用与金属止动垫圈横截面直径相同的丝材,使用缠簧机将丝材制成扭簧,扭簧外径与金属止动垫圈外径相同,扭簧内径与金属止动垫圈内径相同;将制成的扭簧放入热处理设备进行稳定成型,防止扭力释放造成形状尺寸变化;设计制作专用装夹工装,用于线切割机床装夹扭簧使用;使用线切割机床将扭簧切开,切开角度与金属止动垫圈开口角度相同,剩余部分即为所需的金属止动垫圈;对金属止动垫圈进行倒钝、去毛刺处理。
技术研发人员:马兆利,韩维群,刘岳麓,张京京,张世朝,张彦朋,梁跃,刘嘉盟,靳世海,肖娜,宋海勇,李永君,王启峰,卢志远,郝为权,王磊,赵志国,路志远,许子龙,谭浩
受保护的技术使用者:北京航星机器制造有限公司
技术研发日:
技术公布日:2025/2/20
- 还没有人留言评论。精彩留言会获得点赞!