一种汽车车身零部件冲压成型设备的制作方法
本发明涉及汽车零部件加工,具体是一种汽车车身零部件冲压成型设备。
背景技术:
1、汽车在生产过程中需要利用特殊造型的钣金件,汽车车身零部件冲压是汽车制造过程中至关重要的一环。随着技术的不断进步和创新,汽车车身零部件冲压技术将继续向高效、精密、环保的方向发展。
2、现有的汽车零部件冲压设备在冲压钣金时,钣金冲压产生的突出部分通常处于下表面且凹陷在下模具内部,故而需要利用设在下模具内部的顶出部件或者采用人工及机械手取料的方式将冲压成型的板件取出,其操作相对繁琐且容易增加冲压成型设备的结构复杂性。
技术实现思路
1、本发明的目的在于提供一种汽车车身零部件冲压成型设备,以解决背景技术中所提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
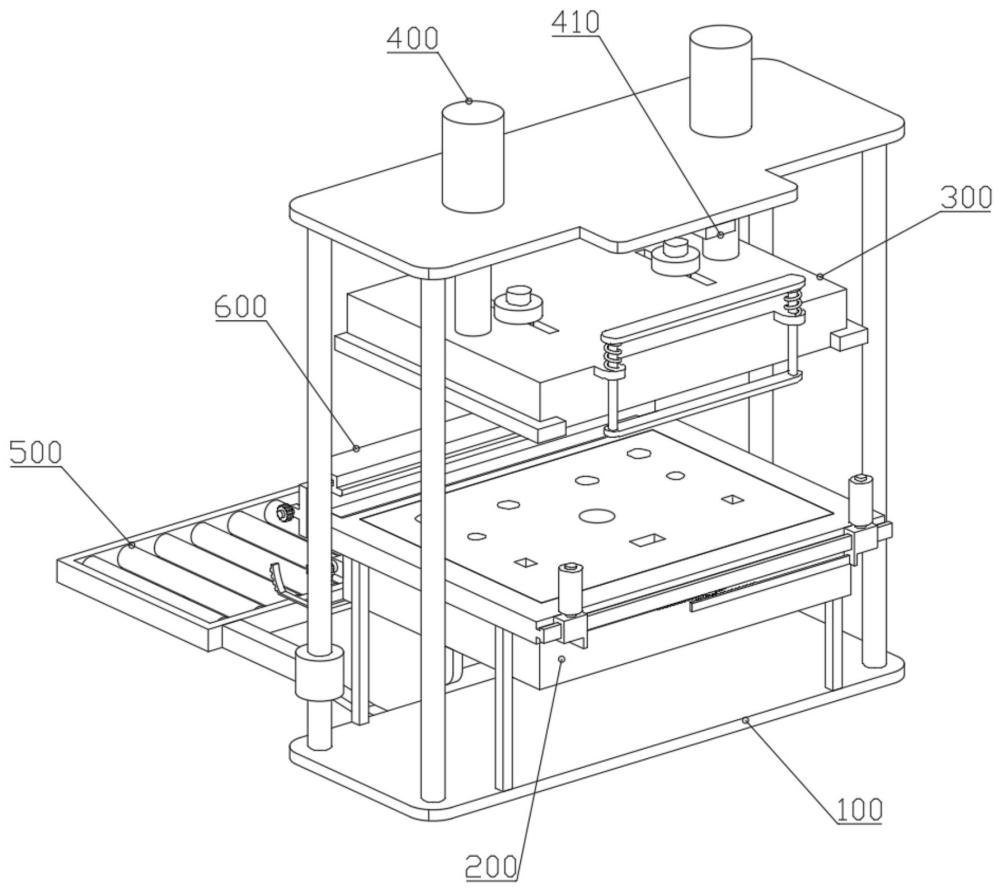
3、一种汽车车身零部件冲压成型设备,包括冲压外框架、下模组件和上模组件,所述下模组件设在冲压外框架上且与上模组件处于相对位置,所述冲压外框架顶部设置有冲压气缸部且冲压气缸部的下端与上模组件相连接,所述下模组件包括下模冲压台、下模具和对中模块,所述下模冲压台与冲压外框架固定连接且下模冲压台中部位置具有安装下模具的下模安装槽,所述对中模块设在下模冲压台一边侧且对中模块用于将置于下模具上侧的板件引导至中间位置,所述下模冲压台相对的一边侧具有预留承托槽;所述下模冲压台上还设置有与对中模块处于相对位置的翻转下料机构且翻转下料机构包括主体架、下夹板、翻转杆轴、上压部和释放驱动部,所述翻转杆轴转动安装在下模冲压台侧部且翻转杆轴一端连接有翻转电机部,所述主体架位于下模冲压台侧部且主体架底边与翻转杆轴固定连接,所述下夹板设在主体架朝向下模冲压台的端面上,所述下夹板能够卡入预留承托槽内部并且下夹板处于预留承托槽内部时,下夹板上表面与下模冲压台上表面相齐平;所述上压部设在主体架上且上压部下端与主体架外壁通过发条轴承转动连接且上压部顶部延伸至下夹板上侧,所述释放驱动部设在下模冲压台底部一边侧,当上压部处于翻转杆轴下侧时,释放驱动部与上压部相连接且释放驱动部驱使上压部绕其与主体架的连接处转动;所述冲压外框架靠近翻转下料机构的一侧还设置有辊体输送部,辊体输送部用于承托并输送翻转至下模冲压台一侧的冲压成型板。
4、在上述技术方案的基础上,本发明还提供以下可选技术方案:
5、在一种可选方案中:所述上压部包括延伸板体、上压转轴和上压板,所述上压转轴两端通过发条轴承与主体架外壁转动连接,所述延伸板体一边侧固定在上压转轴上且另一边侧延伸至下夹板上侧,所述上压板固定在延伸板体延伸至下夹板上侧的端部且上压板朝向下模冲压台的边侧向上翘起;所述上压转轴的端部设置有驱动连接部且驱动连接部能够与释放驱动部相连。
6、在一种可选方案中:所述驱动连接部为齿轮,所述释放驱动部包括固定条和弧形齿条,所述固定条固定在下模冲压台底部且弧形齿条位于翻转杆轴侧部,弧形齿条一端部与固定条的一端部固定连接且弧形齿条的圆心位于翻转杆轴的轴线上,所述弧形齿条能够与驱动连接部相啮合。
7、在一种可选方案中:所述对中模块包括对中转轴部和两个对中滑座,两个对中滑座分别以对称的方式滑动设在下模冲压台的边侧部,对中滑座上表面与下模冲压台上表面相齐平且每个对中滑座上均转动设置有对中辊体,所述对中转轴部通过发条轴承转动设在下模冲压台侧部且对中转轴部上设置有对中齿轮,两个对中滑座上均设置有对中延伸杆且两个对中延伸杆远离对中滑座的端部延伸至对中转轴部,所述对中延伸杆上设置有对中齿条,两个对中齿条分别位于对中齿轮的两侧并与之相啮合。
8、在一种可选方案中:所述下模安装槽底壁上开设有下缺口且下模冲压台底部设置有顶出模块,所述顶出模块包括顶出转轴、顶架部和顶辊部,所述顶出转轴转动设在下模冲压台底部且顶架部固定在顶出转轴上,所述顶架部上转动设置有顶辊部且顶辊部与下缺口相对,所述顶出转轴的一端设置有顶出手轮。
9、在一种可选方案中:所述上模组件包括上模台和上模具,所述上模台朝向下模具的端面具有上模具安装腔且上模台顶端面开设有与上模具安装腔相连通的安装预留孔,所述上模具背面设置有上螺杆,在上模具处于上模具安装腔内部时,上螺杆从安装预留孔穿出并由螺母部紧固。
10、在一种可选方案中:所述上模台朝向对中模块的一侧部设置有尾部下压件和两个突出部,所述尾部下压件包括上板条、下压板条和两个下压活动杆,两个下压活动杆分别滑动设在两个突出部上,所述上板条设在下压活动杆顶部且上板条两端与两个下压活动杆顶部分别固定连接,所述上板条与突出部之间通过下压弹簧件相连接,所述下压板条位于下压活动杆下侧且下压板条两端分别与两个下压活动杆底部固定连接。
11、在一种可选方案中:所述冲压外框架的顶部还设置有触碰开关部且触碰开关部与尾部下压件相对,当尾部下压件上移并回移至初始位置时,触碰开关部与尾部下压件顶部接触且触碰开关部还与翻转电机部电性连接。
12、相较于现有技术,本发明的有益效果如下:
13、1、本发明中待冲压板件置于下模组件和上模组件之间时,通过对中组件可实现自动对中,再通过翻转下料机构夹紧待冲压板件的前端部,可实现精确定位和夹紧。
14、2、本发明冲压完成后,翻转杆轴带动主体架、下夹板和上压部向下模冲压台外侧转动并带动冲压成型的板件转动,冲压成型的板件翻转至辊体输送部且上压部松开板件,在辊体输送部作用下,冲压成型的板件脱离翻转下料机构并实现自动下料。
15、3、本发明结构简单,冲压板件定位准确且夹紧稳固,冲压完成后,利用翻转下料机构将冲压成型的板件翻转至一侧且实现自动下料,操作便捷且加工效率较高。
技术特征:
1.一种汽车车身零部件冲压成型设备,包括冲压外框架、下模组件和上模组件,所述下模组件设在冲压外框架上且与上模组件处于相对位置,所述冲压外框架顶部设置有冲压气缸部且冲压气缸部的下端与上模组件相连接,其特征在于,所述下模组件包括下模冲压台、下模具和对中模块;
2.根据权利要求1所述的汽车车身零部件冲压成型设备,其特征在于,所述上压部包括延伸板体、上压转轴和上压板;
3.根据权利要求2所述的汽车车身零部件冲压成型设备,其特征在于,所述驱动连接部为齿轮,所述释放驱动部包括固定条和弧形齿条;
4.根据权利要求1所述的汽车车身零部件冲压成型设备,其特征在于,所述对中模块包括对中转轴部和两个对中滑座;
5.根据权利要求1所述的汽车车身零部件冲压成型设备,其特征在于,所述下模安装槽底壁上开设有下缺口且下模冲压台底部设置有顶出模块,所述顶出模块包括顶出转轴、顶架部和顶辊部;
6.根据权利要求1-5任一项所述的汽车车身零部件冲压成型设备,其特征在于,所述上模组件包括上模台和上模具;
7.根据权利要求6所述的汽车车身零部件冲压成型设备,其特征在于,所述上模台朝向对中模块的一侧部设置有尾部下压件和两个突出部;
8.根据权利要求7所述的汽车车身零部件冲压成型设备,其特征在于,所述冲压外框架的顶部还设置有触碰开关部且触碰开关部与尾部下压件相对;
技术总结
本发明公开了一种汽车车身零部件冲压成型设备,涉及汽车零部件加工技术领域,该冲压成型设备包括冲压外框架、下模组件和上模组件,所述下模组件包括下模冲压台、下模具和对中模块;所述下模冲压台上还设置有与对中模块处于相对位置的翻转下料机构且翻转下料机构包括主体架、下夹板、翻转杆轴、上压部和释放驱动部,当上压部处于翻转杆轴下侧时,释放驱动部与上压部相连接且释放驱动部驱使上压部绕其与主体架的连接处转动;所述冲压外框架靠近翻转下料机构的一侧还设置有辊体输送部。本发明结构简单,冲压板件定位准确且夹紧稳固,冲压完成后,利用翻转下料机构将冲压成型的板件翻转至一侧且实现自动下料,操作便捷且加工效率较高。
技术研发人员:李爱淑,朴民哲,马旭东,陆微,姚振贤,赵诗若,孟凡荣,廖方圆,冷月,徐坚翔
受保护的技术使用者:长春汽车工业高等专科学校
技术研发日:
技术公布日:2024/12/26
- 还没有人留言评论。精彩留言会获得点赞!