轴承制品生产加工装置的制作方法
本发明涉及轴承生产领域,尤其涉及一种轴承制品生产加工装置。
背景技术:
1、信号分析通常是提取信号本身固有的频率、幅值、初始相位、能力或功率、排列熵、样本熵等数值指标,其结果用于其他用途。信号是表示消息的物理量,如电信号可以通过幅度、频率、相位的变化来表示不同的消息。这种电信号有模拟信号和数字信号两类。信号是运载消息的工具,是消息的载体。从广义上讲,它包含光信号、声信号和电信号等。按照实际用途区分,信号包括电视信号、广播信号、雷达信号,通信信号等;按照所具有的时间特性区分,则有确定性信号和随机性信号等。
2、目前,对于生产完的轴承的滚动元件,由于制造工艺的原因以及操作不善的原因,在滚动元件的表面可能存在一定的铁锈分布,如果对所有不同铁锈分布情况的滚动元件采用相同的除锈策略,显然会造成一些滚动元件除锈不够完全,同时会造成另外一些滚动元件过度除锈。
3、现有技术中公开的除锈技术,例如申请公布号为cn115770757a的发明公开了一种除锈装置,具体涉及一种五金工件表面除锈装置,该发明提供一种可使五金工件在除锈液中进行活动,以及可对除锈液中的锈污进行清理的五金工件表面除锈装置,包括有超声波清洗机本体竖杆、活动架、网框和锈污清理机构等,超声波清洗机本体前后两侧内壁的上部均左右对称连接有竖杆,左右对应的两个竖杆之间均设有能够上下移动的活动架,两个活动架之间连接有用于盛装五金工件的网框,超声波清洗机本体上设有用于清理其内除锈液中的锈污的锈污清理机构。该装置可使五金工件在除锈液中进行活动,以及可对除锈液中的锈污进行清理的效果,来提高除锈效率和除锈效果。
技术实现思路
1、区别于现有技术,为了解决相关领域的技术问题,本发明提供了一种轴承制品生产加工装置,能够在定制的铁锈分布等级的智能化分析机制的基础上,引用策略分析器件用于基于铁锈分布等级确定对生产完的滚动元件执行去锈处理的去锈操作功率,其中,接收到的铁锈分布等级越高,确定的对所述生产完的滚动元件执行去锈处理的去锈操作功率越高,从而实现对生产完的滚动元件的智能化铁锈检测处理以及自动化去锈操作。
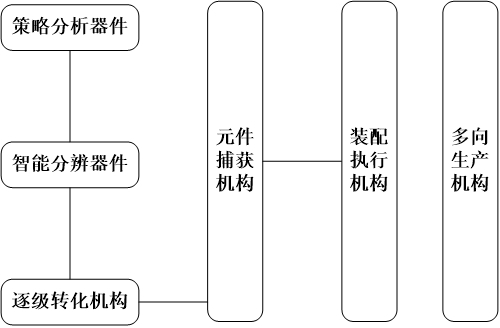
2、根据本发明技术方案,所述装置包括:
3、多向生产机构,包括第一生产部件、第二生产部件、第三生产部件以及同步驱动部件,所述第一生产部件、所述第二生产部件以及所述第三生产部件分别用于生产轴承制品装配所需要的套圈、滚道以及滚动元件;
4、装配执行机构,用于将生产获得的套圈、滚道以及滚动元件进行装配以获得对应的轴承制品;
5、元件捕获机构,与所述多向生产机构连接,用于在所述第三生产部件生产完滚动元件且未执行所述滚动元件对应的轴承制品的装配之前,对所述生产完的滚动元件执行图像数据捕获动作,以获得并输出对应的现场捕获图像;
6、逐级转化机构,与所述元件捕获机构连接且包括滤波执行设备、定制锐化设备以及信号增强设备,用于对接收到的现场捕获图像依次执行高斯白噪声去除动作、水平方向锐化动作和垂直方向锐化动作以及图像空域增强动作,以获得并输出相应的逐级转化图像;
7、智能分辨器件,与所述逐级转化机构连接,用于获取在接收到的逐级转化图像中构成铁锈的各个像素点分别对应的各个亮度数值以及构成铁锈的各个像素点分别对应的各个景深数值,累计构成铁锈的各个像素点的总数以及逐级转化图像中的像素点总数,将构成铁锈的各个像素点的总数、逐级转化图像中的像素点总数、逐级转化图像中构成铁锈的各个像素点分别对应的各个亮度数值以及构成铁锈的各个像素点分别对应的各个景深数值并行输入到人工智能模型,并运行所述人工智能模型,以获得所述人工智能模型输出的铁锈分布等级,所述人工智能模型为完成多次学习后的前馈神经网络;
8、策略分析器件,与所述智能分辨器件连接,用于基于接收到的铁锈分布等级确定对所述生产完的滚动元件执行去锈处理的去锈操作功率,接收到的铁锈分布等级越高,确定的对所述生产完的滚动元件执行去锈处理的去锈操作功率越高;
9、其中,获取在接收到的逐级转化图像中构成铁锈的各个像素点分别对应的各个亮度数值以及构成铁锈的各个像素点分别对应的各个景深数值包括:基于铁锈对应的颜色成像特性识别在接收到的逐级转化图像中构成铁锈的各个像素点。
10、本发明的轴承制品生产加工装置逻辑紧凑、控制智能。由于能够基于铁锈分布等级确定对生产完的滚动元件执行去锈处理的去锈操作功率,从而实现对生产完的滚动元件的智能化铁锈检测处理以及自动化去锈操作。
技术特征:
1.一种轴承制品生产加工装置,其特征在于,所述装置包括:
2.如权利要求1所述的轴承制品生产加工装置,其特征在于:
3.如权利要求2所述的轴承制品生产加工装置,其特征在于,所述装置还包括:
4.如权利要求3所述的轴承制品生产加工装置,其特征在于:
5.如权利要求4所述的轴承制品生产加工装置,其特征在于:
6.如权利要求5所述的轴承制品生产加工装置,其特征在于:
7.如权利要求3-6任一所述的轴承制品生产加工装置,其特征在于,所述装置还包括:
8.如权利要求7所述的轴承制品生产加工装置,其特征在于:
9.如权利要求7所述的轴承制品生产加工装置,其特征在于:
技术总结
本发明涉及一种轴承制品生产加工装置,所述装置包括:多向生产机构,包括第一生产部件、第二生产部件、第三生产部件以及同步驱动部件,所述第一生产部件、所述第二生产部件以及所述第三生产部件分别用于生产轴承制品装配所需要的套圈、滚道以及滚动元件;策略分析器件;装配执行机构;元件捕获机构;逐级转化机构;智能分辨器件。本发明的轴承制品生产加工装置能够对生产的滚动元件进行智能化检测处理以及自动化操作。
技术研发人员:刘平,韦鹏,丁伟
受保护的技术使用者:江苏禹迪斯机械设备有限公司
技术研发日:
技术公布日:2025/2/20
- 还没有人留言评论。精彩留言会获得点赞!