一种高安全性限位器总成自动化装配工装的弹簧和滑块装配结构的制作方法
本发明涉及汽车零配件,具体涉及一种高安全性限位器总成自动化装配工装的弹簧和滑块装配结构。
背景技术:
1、汽车限位器是汽车车门系统中非常关键的部件之一,其作用是限制车门最大开度,防止车门过开,其提供车门开闭挡位,使车门开闭过程中有2或3个挡位,方便乘客上下车。
2、如图5-7所示,限位器总成包括限位臂101、与限位臂101端部铆接的调整板103,以及套设于限位臂101上的限位盒102,该限位盒由内设置有弹簧105和滑块104的左右壳体拼接而成。目前的弹簧和滑块的装配是通过安排若干操作员进行手动或者夹具辅助装配,此种方法需消耗大量人力,效率低下,同时易导致产品质量不稳定。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在的缺陷中的至少一种而提供一种高安全性限位器总成自动化装配工装的弹簧和滑块装配结构。
2、本发明的目的可以通过以下技术方案来实现:
3、一种高安全性限位器总成自动化装配工装的弹簧和滑块装配结构,包括:
4、弹簧进料部,所述弹簧进料部的出口处具有弧度过渡,出口末端正上方设置有弹簧抓取移栽夹具,当末端的弹簧通过所述弹簧抓取移栽夹具取走下后,下一个弹簧自动滑入空缺处;
5、滑块进料部,所述滑块进料部的出口处具有弧度过渡,出口末端正上方设置有滑块抓取移栽夹具,当末端的滑块通过所述滑块抓取移栽夹具取走下后,下一个滑块自动滑入空缺处;
6、弹簧滑块组装圆盘,所述弹簧滑块组装圆盘间隔设置有多个仿形块,每个所述仿形块内先后通过弹簧抓取移栽夹具、滑块抓取移栽夹具置入弹簧、滑块。
7、进一步地,所述弹簧和滑块装配结构还包括设置在进料部出口处的弹簧压力检测组件,包括第一升降气缸、由所述第一升降气缸驱动的第一升降杆、安装在所述第一升降杆顶端的压力检测器。
8、进一步地,所述弹簧和滑块装配结构还包括正对所述弹簧进料部出口末端的电动推杆,以便将弹簧不良品推至不良品料盒中。
9、进一步地,所述弹簧抓取移栽夹具包括:
10、若干第一安装柱;
11、与所述第一安装柱连接且可横向移动的第一横移机构,包括第一横移气缸、第一横移轨道和在所述第一横移轨道上横向移动的第一横移件;
12、与所述第一横移件连接且可上下移动的第一升降机构,包括固定在所述第一横移件上的第一升降滑台气缸以及与所述第一升降滑台气缸的滑台侧连接的第一夹爪。
13、进一步地,所述滑块抓取移栽夹具包括:
14、若干第二安装柱;
15、与所述第二安装柱连接且可横向移动的第二横移机构,包括第二横移气缸、第二横移轨道和在所述第二横移轨道上横向移动的第二横移件;
16、与所述第二横移件连接且可上下移动的第二升降机构,包括固定在所述第二横移件上的第二升降气缸、通过所述第二升降气缸驱动而具有竖向位移量的若干第二升降杆以及与所述第二升降杆末端连接的第二夹爪。
17、进一步地,所述弹簧滑块组装圆盘包括安装底座,竖直设置在所述安装底座上的若干个第三安装柱、设置在若干个所述第三安装柱的安装顶座、设置在所述安装顶座的旋转平台、设置在所述旋转平台的转盘,以及间隔设置在所述转盘的若干个仿形块。
18、进一步地,若干个所述仿形块沿所述转盘周向均匀分布。
19、进一步地,所述仿形块至少有四个。
20、进一步地,所述弹簧进料部的前端设置有弹簧振动盘,通过弹簧振动盘将无序的弹簧按照预设方向有序排列至所述弹簧进料部内。
21、进一步地,所述滑块进料部的前端设置有滑块振动盘,通过滑块振动盘将无序的滑块按照预设方向有序排列至所述滑块进料部内。
22、与现有技术相比,本发明实现了弹簧和滑块的全自动化装配,且在装配的过程中检测了弹簧的弹力,保证且提供了产品的良率,增加了产品组装效率。
技术特征:
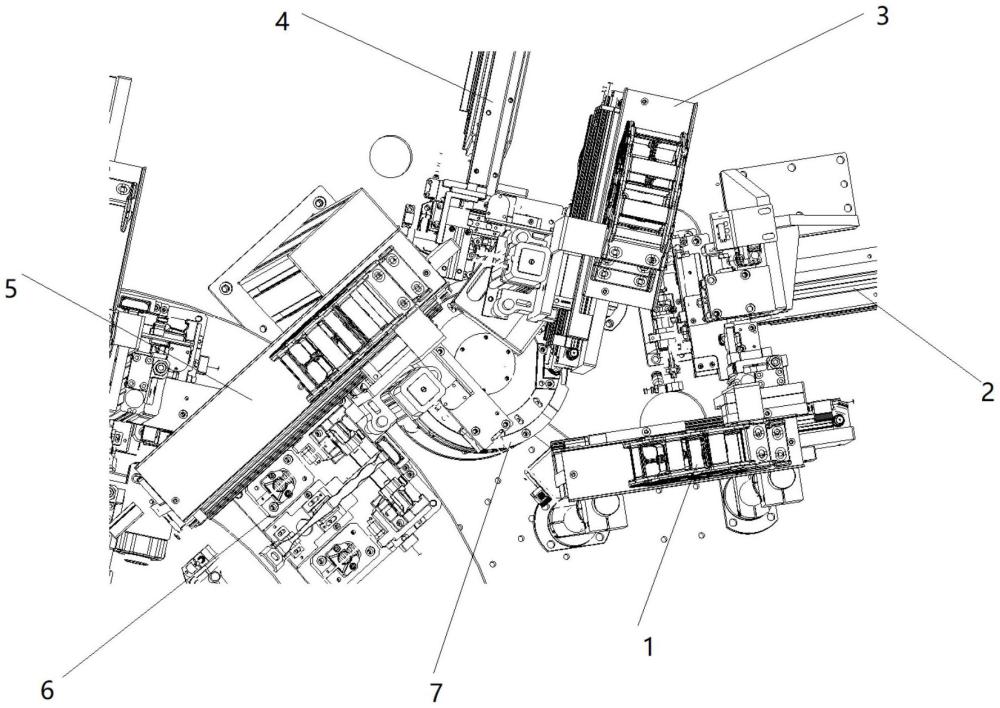
1.一种高安全性限位器总成自动化装配工装的弹簧和滑块装配结构,其特征在于,包括:
2.根据权利要求1所述的一种高安全性限位器总成自动化装配工装的弹簧和滑块装配结构,其特征在于,所述弹簧和滑块装配结构还包括设置在进料部出口处的弹簧压力检测组件(8),包括第一升降气缸(81)、由所述第一升降气缸(81)驱动的第一升降杆(82)、安装在所述第一升降杆(82)顶端的压力检测器(83)。
3.根据权利要求1所述的一种高安全性限位器总成自动化装配工装的弹簧和滑块装配结构,其特征在于,所述弹簧和滑块装配结构还包括正对所述弹簧进料部(2)出口末端的电动推杆(9),以便将弹簧不良品推至不良品料盒中。
4.根据权利要求1所述的一种高安全性限位器总成自动化装配工装的弹簧和滑块装配结构,其特征在于,所述弹簧抓取移栽夹具(1)包括:
5.根据权利要求1所述的一种高安全性限位器总成自动化装配工装的弹簧和滑块装配结构,其特征在于,所述滑块抓取移栽夹具(3)包括:
6.根据权利要求1所述的一种高安全性限位器总成自动化装配工装的弹簧和滑块装配结构,其特征在于,所述弹簧滑块组装圆盘(7)包括:安装底座(73),竖直设置在所述安装底座(73)上的若干个第三安装柱(72)、设置在若干个所述第三安装柱(72)的安装顶座(75)、设置在所述安装顶座(75)的旋转平台(74)、设置在所述旋转平台(74)的转盘(71),以及间隔设置在所述转盘(71)的若干个仿形块(76)。
7.根据权利要求6所述的一种高安全性限位器总成自动化装配工装的弹簧和滑块装配结构,其特征在于,若干个所述仿形块(76)沿所述转盘(71)周向均匀分布。
8.根据权利要求6所述的一种高安全性限位器总成自动化装配工装的弹簧和滑块装配结构,其特征在于,所述仿形块(76)至少有四个。
9.根据权利要求1所述的一种高安全性限位器总成自动化装配工装的弹簧和滑块装配结构,其特征在于,所述弹簧进料部(2)的前端设置有弹簧振动盘,通过弹簧振动盘将无序的弹簧按照预设方向有序排列至所述弹簧进料部(2)内。
10.根据权利要求1所述的一种高安全性限位器总成自动化装配工装的弹簧和滑块装配结构,其特征在于,所述滑块进料部(4)的前端设置有滑块振动盘,通过滑块振动盘将无序的滑块按照预设方向有序排列至所述滑块进料部(4)内。
技术总结
本发明涉及一种高安全性限位器总成自动化装配工装的弹簧和滑块装配结构,包括弹簧进料部,其出口处具有弧度过渡,出口末端正上方设置有弹簧抓取移栽夹具,当末端的弹簧通过弹簧抓取移栽夹具取走下后,下一个弹簧自动滑入空缺处;滑块进料部,滑块进料部的出口处具有弧度过渡,出口末端正上方设置有滑块抓取移栽夹具,当末端的滑块通过滑块抓取移栽夹具取走下后,下一个滑块自动滑入空缺处;弹簧滑块组装圆盘,弹簧滑块组装圆盘间隔设置有多个仿形块,仿形块内先后通过弹簧抓取移栽夹具、滑块抓取移栽夹具置入弹簧、滑块。本发明实现了弹簧和滑块的全自动化装配,且在装配的过程中检测了弹簧的弹力,保证且提供了产品的良率,增加了产品组装效率。
技术研发人员:余美勤,樊娜
受保护的技术使用者:上海奥林汽车安全系统有限公司
技术研发日:
技术公布日:2025/3/3
- 还没有人留言评论。精彩留言会获得点赞!