一种锁闭器锁销焊接装置及其工作方法与流程
本发明涉及焊接,尤其涉及一种锁闭器锁销焊接装置及其工作方法。
背景技术:
1、在火车货车运输领域敞车得到广泛的使用,敞车的侧壁上开设有多个侧门便于散装货物的快速卸车,运输过程中需要使用锁闭器将敞车侧门进行有效的关闭,避免其意外开启。公开号为cn 118422959 a的发明专利,公开了了一种通用敞车下侧门二次锁闭系统,包括下侧门门板、下侧门折页和搭扣组件,还包括二次防开装置,二次防开装置包括锁座、锁销和锁铁,锁座左右对称且左右侧板向前延伸形成锁铁安置槽,锁铁上下分别设有提拿减重孔和锁铁安装孔,锁销水平穿过锁铁安装孔及锁座左右侧板从而将锁铁安装在锁铁安置槽内,锁销包括锁销转轴和安装在锁销转轴左端初始呈竖直状态的锁销手柄,锁销转轴包括直径大于锁铁安装孔孔径的粗径段和直径与锁铁安装孔适配的细径段,粗径段上下对称设有平面且平面之间距离小于细径段直径,锁铁安装孔的内侧面前后对称设有限位凸起,具有省时省力、缩减成本、提供解锁双重保障、解锁条件严格、闭锁效果好等优点。
2、上述专利文献和现有的二次防开装置的锁销结构大同小异都是为了实现对锁铁进行位置锁定的作用。如图1所示为锁闭器二次防开装置的装配图,包括锁销组件、锁座6’和锁铁7’,所述锁销组件将锁铁7’穿接在锁座6’上且穿入端采用焊装挡片5’的方式进行轴向限位。如图2所示,申请人最对锁闭器生产过程中,为了降低锁销组件的生产难度和成本,将其设计为锁销1’和锁销手柄2’的装配体,锁销1’采用铸钢铸造成型,锁销手柄2’采用钢板等离子切割成型,然后将二者焊接在一起。需要完成锁销手柄2’内外两侧的内环焊缝3’和外环焊缝4’的焊接,如果采用手工焊,难以保证焊接质量和焊接效率。
3、为了克服上述问题需要一种锁闭器锁销焊接装置及其工作方法。
技术实现思路
1、本发明的目的是提供一种锁闭器锁销焊接装置及其工作方法,能够对锁闭器的锁销进行两道环焊缝同时施焊,提高了焊接效率和质量。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种锁闭器锁销焊接装置,对锁销和锁销手柄进行焊接,包括工作台和设置在所述工作台上的驱动台、装卡杆、手动夹具和焊枪组件,所述驱动台设置在所述工作台顶板一端,所述驱动台的水平输出轴固定连接有三爪卡盘;所述装卡杆根部装卡在所述三爪卡盘上,所述装卡杆悬臂端同轴装卡所述锁销并通过所述手动夹具进行压紧;所述锁销手柄预装配在所述锁销轴端,两组所述焊枪组件分别设置在所述锁销手柄两侧且分别对内环焊缝和外环焊缝进行加工。
4、进一步的,所述驱动台包括电机和减速机,所述电机输出动力到所述减速机,所述减速机输出轴上安装所述三爪卡盘。
5、进一步的,所述装卡杆的端部设置有半圆台,所述半圆台顶面开设有让位槽,所述让位槽中部设置有定位台;所述锁销平放入所述让位槽中且锁销凹台卡入到所述定位台上;所述手动夹具压紧所述锁销的外圆柱顶壁。
6、进一步的,所述装卡杆的外壁上焊装有安装板,所述安装板顶面平行于所述半圆台顶面;所述手动夹具的底座安装在所述安装板顶面上。
7、进一步的,所述焊枪组件包括焊枪头、压板夹、支撑架和直线驱动组合,所述焊枪头通过所述压板夹安装在所述支撑架上部,所述焊枪头尾部通过电源线和焊丝连接到二保焊接机主机,所述焊枪头出丝端对准所述内环焊缝或者所述外环焊缝;所述直线驱动组合设置在所述支撑架底部能够驱动所述焊枪头进入或者退出焊接位置。
8、进一步的,所述压板夹通过螺栓安装到所述支撑架上,所述支撑架上部开设安装所述螺栓的腰型孔,所述腰型孔沿着竖直方向设置。
9、进一步的,所述直线驱动组合包括滑块、底座和气缸,所述底座通过螺栓安装在所述工作台顶板上,所述底座上安装有直线导轨,所述滑块滑动连接在所述直线导轨上;所述气缸通过支架安装在所述底座尾端,所述气缸的活塞杆平行于所述直线导轨且所述活塞杆端头连接到所述滑块尾部的立板上。
10、进一步的,还包括卸料气缸,所述卸料气缸通过卸料支架支撑在所述装卡杆后上方,所述卸料气缸为双活塞杆气缸,且活塞杆端部固定连接有推板;所述推板能够推顶所述锁销手柄远端。
11、进一步的,还包括感应传感器,所述感应传感器安装在所述卸料支架上且能够将所述锁销手柄远端位置信号传递给设备控制器。
12、本发明还公开了一种锁闭器锁销焊接装置工作方法,应用上述任意一项所述的锁闭器锁销焊接装置锁销和锁销手柄进行组焊。
13、与现有技术相比,本发明的有益技术效果:
14、本发明锁闭器锁销焊接装置,通过水平装卡的装卡杆能够在驱动台驱动下沿着水平轴旋转,进而带动内环焊缝和外环焊缝旋转,两组焊枪组件同步完成环焊缝的焊接;通过手动夹具压紧锁销,避免锁销在焊接过程中发生松动移位。相对于手工焊接,本发明锁闭器锁销焊接装置能够对锁闭器的锁销进行两道环焊缝同时施焊,提高了焊接效率和质量。
15、此外,通过在半圆台顶面开设让位槽装卡锁销,顶部敞开方式,便于安装放入和取下工件;利用锁销凹台卡入到定位台进行配合定位,能够快速装卡锁销到位。通过定义装卡杆的初始位置,保证装卡锁销时,锁销手柄竖直向下,也就保证了锁销凹台和锁销手柄竖轴线的垂直关系。通过压板夹和支撑架对焊枪头进行支撑,达到焊接高度且压板夹能够调整焊枪头摆角后稳定支撑辅助完成焊接;通过所述直线驱动组的设置,能够实现焊枪头进入或者退出焊接两个位置的切换,便于上件和取件。通过气缸驱动直线导轨导向的滑块实现前后位置的转换,结构稳定可靠,便于实现。通过限位杆和所述限位块的设置,能够实现气缸顶出行程的调节,便于控制焊枪头进入焊接位置的焊丝头和焊缝间距调整。通过卸料气缸的设置,在完成焊接后,工件的温度较高,为了防止烫伤作业人员。装卡杆转动到离开所述初始位置度后,卸料气缸顶出,所述推板推顶锁销手柄远端,使得工件从半圆台上脱出,自己下落到工作台顶板上,冷却后再收集即可。通过增设感应传感器采集锁销手柄远端位置信号,便于确认装卡杆是否处于所述初始位置。通过腰型孔安装的感应传感器,能够调整感应传感器的安装高度位置。
16、本发明锁闭器锁销焊接装置工作方法,通过水平轴旋转工件方式,两组焊枪组件同时施焊,同步完成内环焊缝和外环焊缝的焊接,对称焊接,焊接变形量小,焊接质量高。
技术特征:
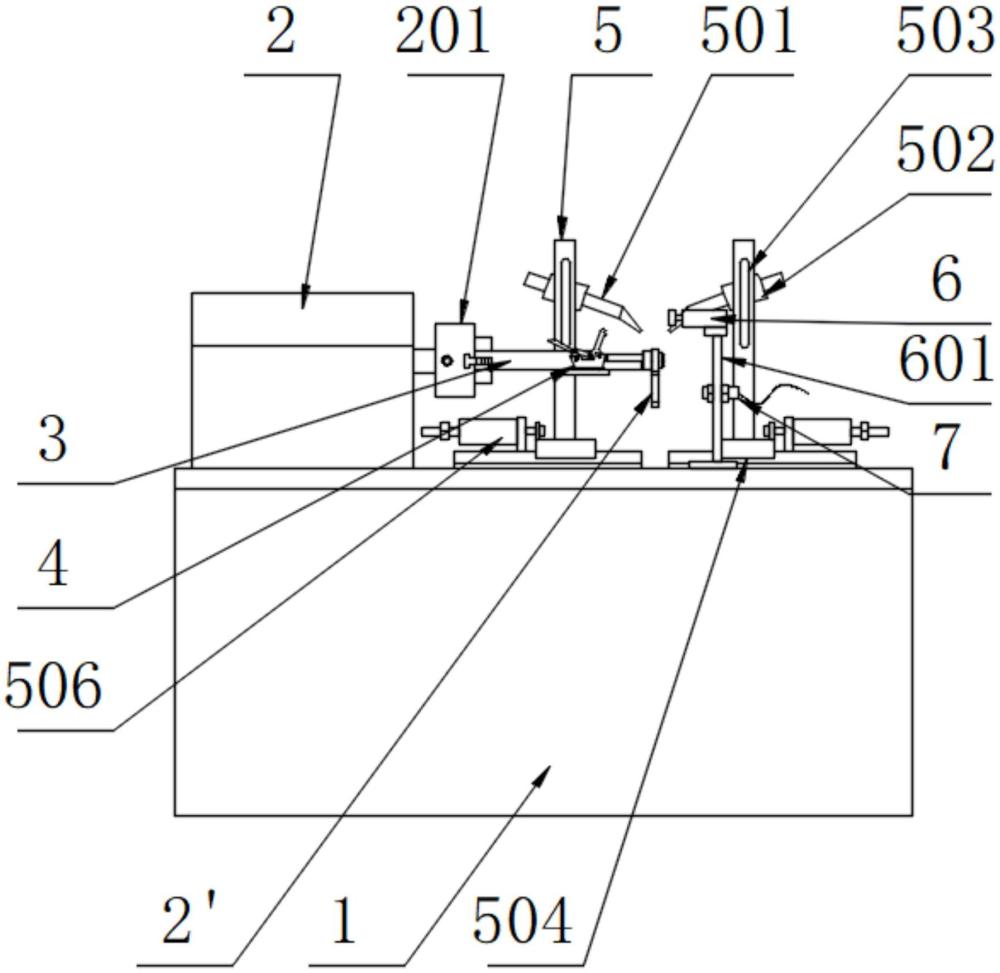
1.一种锁闭器锁销焊接装置,对锁销(1’)和锁销手柄(2’)进行焊接,其特征在于,包括工作台(1)和设置在所述工作台(1)上的驱动台(2)、装卡杆(3)、手动夹具(4)和焊枪组件(5),所述驱动台(2)设置在所述工作台(1)顶板一端,所述驱动台(2)的水平输出轴固定连接有三爪卡盘(201);所述装卡杆(3)根部装卡在所述三爪卡盘(201)上,所述装卡杆(3)悬臂端同轴装卡所述锁销(1’)并通过所述手动夹具(4)进行压紧;所述锁销手柄(2’)预装配在所述锁销(1’)轴端,两组所述焊枪组件(5)分别设置在所述锁销手柄(2’)两侧且分别对内环焊缝(4’)和外环焊缝(3’)进行加工。
2.根据权利要求1所述的锁闭器锁销焊接装置,其特征在于:所述驱动台(2)包括电机和减速机,所述电机输出动力到所述减速机,所述减速机输出轴上安装所述三爪卡盘(201)。
3.根据权利要求1所述的锁闭器锁销焊接装置,其特征在于:所述装卡杆(3)的端部设置有半圆台(301),所述半圆台(301)顶面开设有让位槽(302),所述让位槽(302)中部设置有定位台(303);所述锁销(1’)平放入所述让位槽(302)中且锁销凹台(101’)卡入到所述定位台(303)上;所述手动夹具(4)压紧所述锁销(1’)的外圆柱顶壁。
4.根据权利要求3所述的锁闭器锁销焊接装置,其特征在于:所述装卡杆(3)的外壁上焊装有安装板(304),所述安装板(304)顶面平行于所述半圆台(301)顶面;所述手动夹具(4)的底座安装在所述安装板(304)顶面上。
5.根据权利要求1所述的锁闭器锁销焊接装置,其特征在于:所述焊枪组件(5)包括焊枪头(501)、压板夹(502)、支撑架(503)和直线驱动组合,所述焊枪头(501)通过所述压板夹(502)安装在所述支撑架(503)上部,所述焊枪头(501)尾部通过电源线和焊丝连接到二保焊接机主机,所述焊枪头(501)出丝端对准所述内环焊缝(4’)或者所述外环焊缝(3’);所述直线驱动组合设置在所述支撑架(503)底部能够驱动所述焊枪头(501)进入或者退出焊接位置。
6.根据权利要求5所述的锁闭器锁销焊接装置,其特征在于,所述压板夹(502)通过螺栓安装到所述支撑架(503)上,所述支撑架(503)上部开设安装所述螺栓的腰型孔,所述腰型孔沿着竖直方向设置。
7.根据权利要求5所述的锁闭器锁销焊接装置,其特征在于:所述直线驱动组合包括滑块(504)、底座(505)和气缸(506),所述底座(505)通过螺栓安装在所述工作台(1)顶板上,所述底座(505)上安装有直线导轨,所述滑块(504)滑动连接在所述直线导轨上;所述气缸(506)通过支架安装在所述底座(505)尾端,所述气缸(506)的活塞杆平行于所述直线导轨且所述活塞杆端头连接到所述滑块(504)尾部的立板上。
8.根据权利要求3所述的锁闭器锁销焊接装置,其特征在于:还包括卸料气缸(6),所述卸料气缸(6)通过卸料支架(601)支撑在所述装卡杆(3)后上方,所述卸料气缸(6)为双活塞杆气缸,且活塞杆端部固定连接有推板;所述推板能够推顶所述锁销手柄(2’)远端。
9.根据权利要求8所述的锁闭器锁销焊接装置,其特征在于:还包括感应传感器(7),所述感应传感器(7)安装在所述卸料支架(601)上且能够将所述锁销手柄(2’)远端位置信号传递给设备控制器。
10.一种锁闭器锁销焊接装置工作方法,其特征在于:应用上述权利要求1~9中任意一项所述的锁闭器锁销焊接装置对锁销(1’)和锁销手柄(2’)进行组焊。
技术总结
本发明公开了一种锁闭器锁销焊接装置及其工作方法,本发明锁闭器锁销焊接装置对锁销和锁销手柄进行焊接,包括工作台和设置在所述工作台上的驱动台、装卡杆、手动夹具和焊枪组件,所述驱动台设置在所述工作台顶板一端,所述驱动台的水平输出轴固定连接有三爪卡盘;所述装卡杆根部装卡在所述三爪卡盘上,所述装卡杆悬臂端同轴装卡所述锁销并通过所述手动夹具进行压紧;所述锁销手柄预装配在所述锁销轴端,两组所述焊枪组件分别设置在所述锁销手柄两侧且分别对内环焊缝和外环焊缝进行加工。本发明能够对锁闭器的锁销进行两道环焊缝同时施焊,提高了焊接效率和质量。
技术研发人员:郭星辉
受保护的技术使用者:保定联想铸造有限公司
技术研发日:
技术公布日:2025/2/20
- 还没有人留言评论。精彩留言会获得点赞!