连轧机及其控制方法、装置和可读存储介质与流程
本申请涉及设备控制,尤其涉及一种连轧机及其控制方法、装置和可读存储介质。
背景技术:
1、热轧秒流量控制是热轧连轧机组核心控制技术,传统的热连轧机组因精轧出口无测速装置,秒流量的控制采用理论秒流量值。因无法获得带钢的实际速度,秒流量采用模型计算值,受限于模型的控制精度,秒流量的误差直接导致机架内的套量不稳定,厚度异常,模型学习系数发散等问题,可见,现阶段,连轧机的控制方法存在轧制速度准确性较低,轧制误差较大的技术问题。
技术实现思路
1、本申请实施例提供一种连轧机及其控制方法、装置和可读存储介质,用于解决现有技术中轧制速度准确性较低,轧制误差较大等技术问题。
2、本申请实施例的第一方面,提供了一种连轧机的控制方法,连轧机上设置有激光测速仪,方法包括:
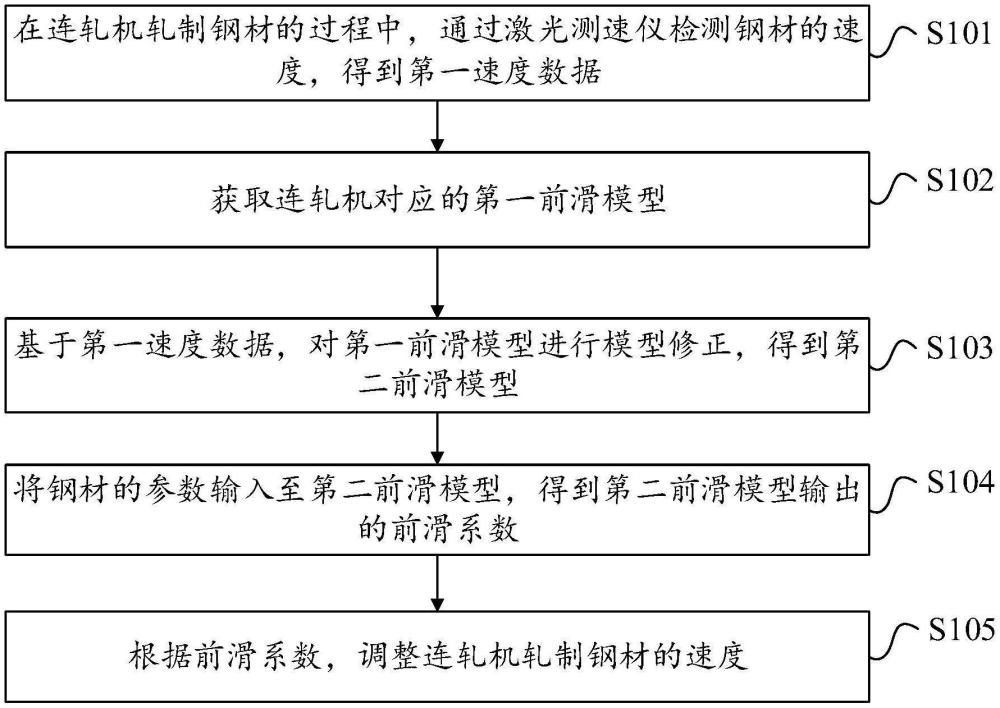
3、在连轧机轧制钢材的过程中,通过激光测速仪检测钢材的速度,得到第一速度数据;
4、获取连轧机对应的第一前滑模型;
5、基于第一速度数据,对第一前滑模型进行模型修正,得到第二前滑模型;
6、将钢材的参数输入至第二前滑模型,得到第二前滑模型输出的前滑系数;
7、根据前滑系数,调整连轧机轧制钢材的速度。
8、本实施例中的连轧机的控制方法,基于第一速度数据,对第一前滑模型进行模型修正,得到第二前滑模型,再通过第二前滑模型输出前滑系数,根据前滑系数,调整连轧机轧制钢材的速度,保证了连轧机轧制钢材的速度准确性,并减小了连轧机轧制钢材的误差,保证了连轧机轧制钢材的稳定性。
9、本申请实施例的第二方面,提供了一种连轧机的控制装置,连轧机上设置有激光测速仪,装置包括:
10、控制单元,用于在连轧机轧制钢材的过程中,通过激光测速仪检测钢材的速度,得到第一速度数据;
11、处理单元,用于获取连轧机对应的第一前滑模型;
12、处理单元,还用于基于第一速度数据,对第一前滑模型进行模型修正,得到第二前滑模型;
13、处理单元,还用于将钢材的参数输入至第二前滑模型,得到第二前滑模型输出的前滑系数;
14、控制单元,还用于根据前滑系数,控制连轧机轧制钢材的速度。
15、本实施例中的连轧机的控制装置,基于第一速度数据,对第一前滑模型进行模型修正,得到第二前滑模型,再通过第二前滑模型输出前滑系数,根据前滑系数,调整连轧机轧制钢材的速度,保证了连轧机轧制钢材的速度准确性,并减小了连轧机轧制钢材的误差,保证了连轧机轧制钢材的稳定性。
16、本申请实施例的第三方面,提供了另一种连轧机的控制装置,包括处理器和存储器,存储器中存储有计算机程序,该计算机程序被处理器执行时实现如上述任一实施例中的连轧机的控制方法的步骤。因此,该连轧机的控制装置具备上述任一实施例中的连轧机的控制方法的全部有益效果,在此不再赘述。
17、本申请实施例的第四方面,提出了一种可读存储介质,其上存储有程序或指令,程序或指令被处理器执行时实现如上述任一实施例中的连轧机的控制方法的步骤。因此,该可读存储介质具备上述任一实施例中的连轧机的控制方法的全部有益效果,在此不再赘述。
18、根据本发明的第五个方面,提出了一种连轧机,包括:如上述第二方面中限定的连轧机的控制装置,或上述第三方面中限定的连轧机的控制装置,和/或上述第四方面中限定的可读存储介质,因而具有上述第二方面中限定的连轧机的控制装置,或上述第三方面中限定的连轧机的控制装置,和/或上述第四方面中限定的可读存储介质的全部有益技术效果,在此不再做过多赘述。
技术特征:
1.一种连轧机的控制方法,其特征在于,所述连轧机上设置有激光测速仪,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述基于所述第一速度数据,对所述第一前滑模型进行模型修正,得到第二前滑模型,包括:
3.根据权利要求2所述的方法,其特征在于,所述根据所述第二速度数据,对所述第一前滑模型的输出数据进行数据修正,以使所述第一前滑模型更新为所述第二前滑模型,包括:
4.根据权利要求1所述的方法,其特征在于,所述钢材的参数包括所述钢材的厚度变量和张力差值,所述将所述钢材的参数输入至所述第二前滑模型,得到所述第二前滑模型输出的前滑系数,包括:
5.根据权利要求1至4中任一项所述的方法,其特征在于,所述根据所述前滑系数,调整所述连轧机轧制所述钢材的速度,包括:
6.一种连轧机的控制装置,其特征在于,所述连轧机上设置有激光测速仪,所述装置包括:
7.一种连轧机的控制装置,其特征在于,包括:
8.一种可读存储介质,其特征在于,可读存储介质上存储程序或指令,程序或指令被处理器执行时实现如权利要求1至5中任一项的连轧机的控制方法的步骤。
9.一种连轧机,其特征在于,包括:
10.根据权利要求9所述的连轧机,其特征在于,所述连轧机还包括:
技术总结
本申请公开一种连轧机及其控制方法、装置和可读存储介质,涉及设备控制技术领域。连轧机的控制方法包括:在连轧机轧制钢材的过程中,通过激光测速仪检测钢材的速度,得到第一速度数据;获取连轧机对应的第一前滑模型;基于第一速度数据,对第一前滑模型进行模型修正,得到第二前滑模型;将钢材的参数输入至第二前滑模型,得到第二前滑模型输出的前滑系数;根据前滑系数,调整连轧机轧制钢材的速度。本申请保证了连轧机轧制钢材的速度准确性,减小了连轧机轧制钢材的误差,保证了连轧机轧制钢材的稳定性。
技术研发人员:张转转,王海深,崔二宝,李玉鹏,罗旭烨,李树强,刘晓翠,刘振兴,焦彦龙,周娜,白彦东,崔海华,李春元,陶永强,任存杰
受保护的技术使用者:北京首钢股份有限公司
技术研发日:
技术公布日:2025/2/13
- 还没有人留言评论。精彩留言会获得点赞!