一种具有层状异构组织的镁轧板及其制备方法与流程
本公开涉及镁合金材料加工,具体而言,涉及一种具有层状异构组织的镁轧板及其制备方法。
背景技术:
1、镁合金因具有质量轻、比强度高、弹性模量大、良好的抗阻尼和电磁屏蔽等优异性能,被广泛应用到电子产品、汽车工业以及航空航天等诸多领域。为了提高镁合金的力学性能,往往通过塑性变形,改善合金组织。轧制是目前生产镁合金板材的主要方法之一,能够细化镁合金组织,显著提高其力学性能。但是轧制往往形成较强织构,降低板材延伸率和产生较高的各向异性,导致较差的强塑性匹配。异构组织的引入成为解决此问题的方法之一,异构组织会产生显著的异变诱导强化效应,可以提高材料的加工硬化能力,以及表现出优异的强度和塑性结合。
2、相关技术中,专利号为cn114653775a的发明专利公开了“一种强塑性协同的层状异构镁合金板及制备方法”。其原理是将两种镁合金铸锭先进行固溶处理,再挤压成板材,最后进行多次堆叠再挤压。此方法虽能获得挤压的层状异构镁合金板材,但需多道挤压工序,操作繁琐,生产效率低,板材尺寸容易受到限制。此外,专利号为cn114749505a的发明专利公开了“一种叠层异构合金板材的制备系统和方法”,其原理是通过特殊t型挤压模具装置将两种合金板材竖直放置进行多次挤压,再进行轧制。此方法受到特殊挤压模具限制,操作同样繁琐,生产效率低,且很难适用于较大宽幅尺寸或厚度较小的薄板材,也不适合工业化生产。
3、需要说明的是,在上述背景技术部分公开的信息仅用于加强对本公开的背景的理解,因此可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现思路
1、本公开的目的在于克服上述现有技术的不足,提供一种具有层状异构组织的镁轧板及其制备方法。以减少镁轧板的制备成本以及制备程序,提高层状异构镁轧板的制备效率,且该制备方法流程简单,容易操作易于推广应用。
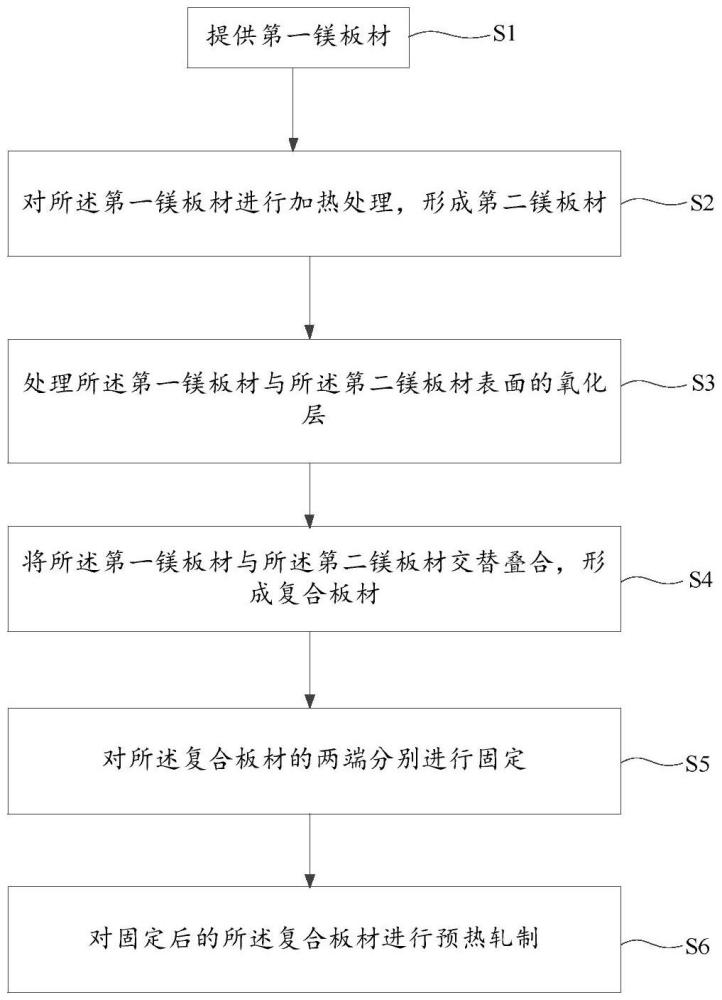
2、根据本公开的第一个方面,提供具有层状异构组织的镁轧板的制备方法,包括:
3、提供第一镁板材;
4、对所述第一镁板材进行加热处理,形成第二镁板材;
5、处理所述第一镁板材与所述第二镁板材表面的氧化层;
6、将所述第一镁板材与所述第二镁板材交替叠合,形成复合板材;
7、对所述复合板材的两端分别进行固定;
8、对固定后的所述复合板材进行预热轧制。
9、根据本公开的一种实施方式,所述第一镁板材的材料为纯镁或镁合金中的至少一者。
10、根据本公开的一种实施方式,所述第一镁板材的厚度不大于4毫米。
11、根据本公开的一种实施方式,所述第二镁板材与所述第一镁板材两者平均晶粒尺寸相差数值在10~50微米之间。
12、根据本公开的一种实施方式,在对所述第一镁板材进行加热处理,形成第二镁板材时,加热处理的温度在350~500℃之间,加热处理的时间在7~20小时之间。
13、根据本公开的一种实施方式,在对所述复合板材的两端分别进行固定时,对所述复合板材的一端进行钻孔处理,并使用铆钉伸入所述钻孔中,对所述复合板材的一端进行铆接固定;对所述复合板材的另一端进行可拆卸固定。
14、根据本公开的一种实施方式,在对所述复合板材的两端进行固定时,对所述复合板材的一端进行钻孔处理时,钻孔的位置位于所述复合板材沿宽度方向的中部。
15、根据本公开的一种实施方式,在对固定后的所述复合板材进行预热轧制时,对所述复合板材的预热时间在15~30min之间,对所述复合板材的轧制温度在350~450℃之间。
16、根据本公开的一种实施方式,在对固定后的所述复合板材进行预热轧制时,对所述复合板材的轧制单道次下压率在30%~60%之间,对所述复合板材的轧制速度在10~20m/min之间。
17、根据本公开的另一个方面,提供一种具有层状异构组织的镁轧板,采用所述的具有层状异构组织的镁轧板的制备方法制得。
技术特征:
1.一种具有层状异构组织的镁轧板的制备方法,其特征在于,包括:
2.根据权利要求1所述的具有层状异构组织的镁轧板的制备方法,其特征在于,所述第一镁板材的材料为纯镁或镁合金中的至少一者。
3.根据权利要求1所述的具有层状异构组织的镁轧板的制备方法,其特征在于,所述第一镁板材的厚度不大于4毫米。
4.根据权利要求1所述的具有层状异构组织的镁轧板的制备方法,其特征在于,所述第二镁板材与所述第一镁板材两者平均晶粒尺寸相差数值在10~50微米之间。
5.根据权利要求1所述的具有层状异构组织的镁轧板的制备方法,其特征在于,在对所述第一镁板材进行加热处理,形成第二镁板材时,加热处理的温度在350~500℃之间,加热处理的时间在7~20小时之间。
6.根据权利要求1所述的具有层状异构组织的镁轧板的制备方法,其特征在于,在对所述复合板材的两端分别进行固定时,对所述复合板材的一端进行钻孔处理,并使用铆钉伸入所述钻孔中,对所述复合板材的一端进行铆接固定;对所述复合板材的另一端进行可拆卸固定。
7.根据权利要求6所述的具有层状异构组织的镁轧板的制备方法,其特征在于,在对所述复合板材的两端进行固定时,对所述复合板材的一端进行钻孔处理时,钻孔的位置位于所述复合板材沿宽度方向的中部。
8.根据权利要求1所述的具有层状异构组织的镁轧板的制备方法,其特征在于,在对固定后的所述复合板材进行预热轧制时,对所述复合板材的预热时间在15~30min之间,对所述复合板材的轧制温度在350~450℃之间。
9.根据权利要求1所述的具有层状异构组织的镁轧板的制备方法,其特征在于,在对固定后的所述复合板材进行预热轧制时,对所述复合板材的轧制单道次下压率在30%~60%之间,对所述复合板材的轧制速度在10~20m/min之间。
10.一种具有层状异构组织的镁轧板,其特征在于,所述镁轧板采用权利要求1至9任意一项所述的具有层状异构组织的镁轧板的制备方法制得。
技术总结
本公开提供一种具有层状异构组织的镁轧板及其制备方法,属于镁合金材料加工技术领域。该制备方法包括提供第一镁板材;对所述第一镁板材进行加热处理,形成第二镁板材;处理所述第一镁板材与所述第二镁板材表面的氧化层;将所述第一镁板材与所述第二镁板材交替叠合,形成复合板材;对所述复合板材的两端分别进行固定;对固定后的所述复合板材预热后进行轧制。该制备方法具有提高具有层状异构镁轧板制备效率、减少层状异构镁轧板制备成本的效果。
技术研发人员:刘强,付金龙,冯靖凯,寇钢,马振铎,张鹏飞
受保护的技术使用者:西安稀有金属材料研究院有限公司
技术研发日:
技术公布日:2025/3/18
- 还没有人留言评论。精彩留言会获得点赞!