小弯头单边环处理设备、方法和系统与流程
本发明涉及零件加工领域,具体而言,涉及一种小弯头单边环处理设备、方法和系统。
背景技术:
1、目前小u弯套一体机生产的小弯头,小部分会因为焊环卡死等其他原因的影响,出现只套了一个焊环的不合格品,对于这些不合格品,虽然有再利用空间,但无法用原有的设备再加工,直接废弃就造成了铜管和焊环材料损失,浪费多,且增大了成本。
技术实现思路
1、本申请的主要目的在于提供一种小弯头单边环处理设备、方法和系统,以至少解决现有技术中单环小弯头无法再加工的问题。
2、为了实现上述目的,根据本申请的一个方面,提供了一种小弯头单边环处理设备,包括:上退料装置,所述上退料装置包括第一驱动组件和夹持组件,所述夹持组件用于固定单环小弯头的待套环位置,所述第一驱动组件用于驱动所述夹持组件在上料位置和退料位置之间移动,所述待套环位置为所述单环小弯头的两个套环位置中未套环的一个;套环组件,位于所述上料位置的一侧,所述套环组件用于为所述单环小弯头的所述待套环位置套环。
3、可选地,所述套环组件包括第二驱动组件和套环芯杆,所述套环芯杆用于为所述单环小弯头的所述待套环位置套环,所述第二驱动组件用于驱动所述套环芯杆将焊环套在所述待套环位置上。
4、可选地,所述第二驱动组件包括气缸、气缸连接板、直线导轨、滑块连接板和套环芯杆安装板,所述套环芯杆安装在所述套环芯杆安装板,所述套环芯杆安装板和所述气缸连接板固定在所述滑块连接板上,所述滑块连接板可滑动地安装在所述直线导轨上,所述气缸用于推动所述气缸连接板以带动所述滑块连接板沿所述直线导轨移动,使得所述套环芯杆安装板推动所述套环芯杆将所述焊环套在所述待套环位置上。
5、可选地,所述夹持组件包括上夹模、下夹模、上夹模气缸、退料杆、退料气缸和小弯头上料槽口,所述小弯头上料槽口位于所述下夹模上,所述上夹模气缸用于驱动所述上夹模压紧所述下夹模,使得所述单环小弯头固定所述单环小弯头的所述待套环位置,所述退料气缸用于驱动所述退料杆将所述单环小弯头退出所述小弯头上料槽口,完成退料。
6、可选地,所述小弯头上料槽口有多个,所述小弯头上料槽口一一对应地放置不同尺寸的单环小弯头。
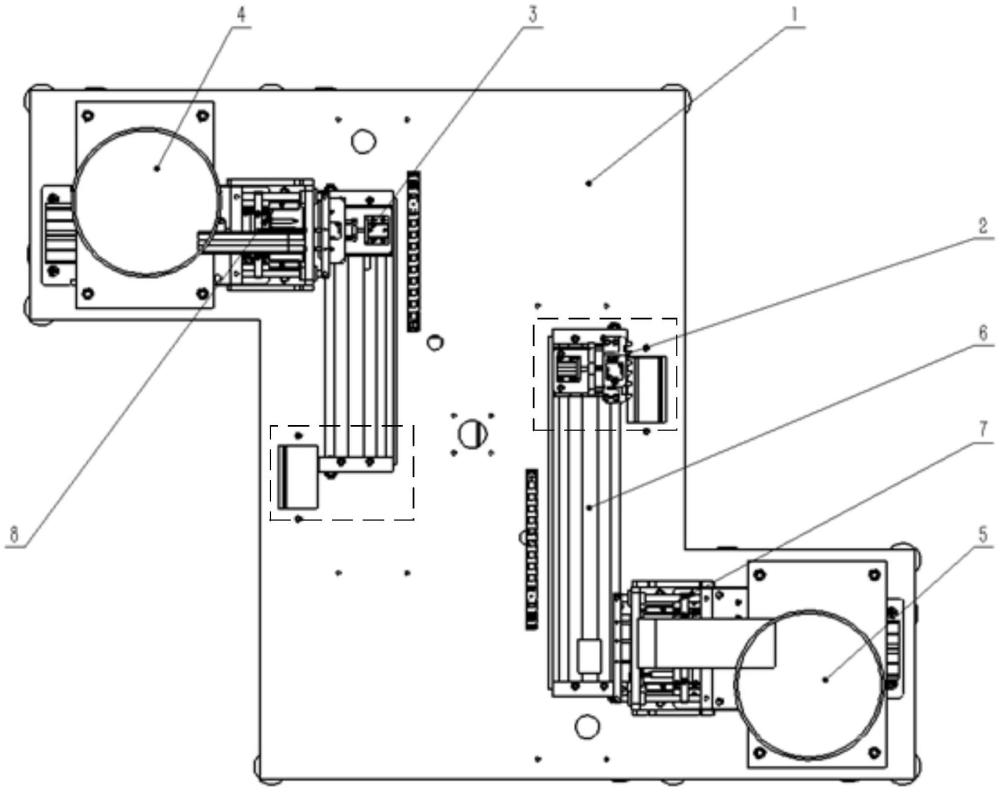
7、可选地,所述上退料装置包括第一上退料装置和第二上退料装置,所述套环组件包括第一套环组件和第二套环组件,所述第一上退料装置、所述第二上退料装置、所述第一套环组件和所述第二套环组件均位于一个工作台上,且所述第一上退料装置的退料位置和所述第二上退料装置的退料位置分别位于所述工作台的对角。
8、根据本申请的另一方面,提供了一种小弯头单边环处理方法,应用于任意一种所述的小弯头单边环处理设备,所述方法包括:在夹持组件位于退料位置的情况下,控制所述夹持组件固定放入所述夹持组件的单环小弯头的待套环位置;控制所述第一驱动组件驱动所述夹持组件移动至所述上料位置;控制套环组件为所述单环小弯头的所述待套环位置套环;控制所述第一驱动组件驱动所述夹持组件移动至所述退料位置,并控制所述夹持组件松开所述单环小弯头进行退料。
9、可选地,所述套环组件包括第二驱动组件和套环芯杆,所述第二驱动组件包括气缸、气缸连接板、直线导轨、滑块连接板和套环芯杆安装板,所述套环芯杆安装在所述套环芯杆安装板,所述套环芯杆安装板和所述气缸连接板固定在所述滑块连接板上,所述滑块连接板可滑动地安装在所述直线导轨上,控制套环组件为所述单环小弯头的所述待套环位置套环,包括:在所述夹持组件位于所述上料位置的情况下,控制所述气缸推动所述气缸连接板以带动所述滑块连接板沿所述直线导轨移动,直至所述套环芯杆安装板推动所述套环芯杆将焊环套在所述待套环位置上。
10、可选地,所述夹持组件包括上夹模、下夹模、上夹模气缸、退料杆、退料气缸和小弯头上料槽口,所述小弯头上料槽口位于所述下夹模上,在夹持组件位于退料位置的情况下,控制所述夹持组件固定放入所述夹持组件的单环小弯头的待套环位置,包括:在所述夹持组件位于所述退料位置且所述单环小弯头位于所述小弯头上料槽口内的情况下,响应于作用在所述单环小弯头单边环处理的启动按钮的操作,控制所述上夹模气缸驱动所述上夹模压紧所述下夹模,以固定所述单环小弯头的所述待套环位置;控制所述夹持组件松开所述单环小弯头进行退料,包括:控制所述退料气缸驱动所述退料杆将所述单环小弯头退出所述小弯头上料槽口,完成退料。
11、根据本申请的再一方面,提供了一种小弯头单边环处理系统,包括:小弯头单边环处理设备,一个或多个处理器,存储器,以及一个或多个程序,其中,所述一个或多个程序被存储在所述存储器中,并且被配置为由所述一个或多个处理器执行,所述一个或多个程序包括用于执行任意一种所述的方法。
12、应用本申请的技术方案,上述小弯头单边环处理设备中,上退料装置在退料位置固定放入的单环小弯头的待套环位置,然后第一驱动组件即可驱动夹持组件移动至上料位置,从而位于上料位置的一侧的套环组件为单环小弯头的待套环位置套环,使得单环小弯头完成两个焊环的套环,成为合格品,实现了单环小弯头回收利用,节省了材料,大大降低了成本,解决了现有技术中单环小弯头无法再加工的问题。
技术特征:
1.一种小弯头单边环处理设备,其特征在于,包括:
2.根据权利要求1所述的设备,其特征在于,所述套环组件包括第二驱动组件和套环芯杆,所述套环芯杆用于为所述单环小弯头的所述待套环位置套环,所述第二驱动组件用于驱动所述套环芯杆将焊环套在所述待套环位置上。
3.根据权利要求2所述的设备,其特征在于,所述第二驱动组件包括气缸、气缸连接板、直线导轨、滑块连接板和套环芯杆安装板,所述套环芯杆安装在所述套环芯杆安装板,所述套环芯杆安装板和所述气缸连接板固定在所述滑块连接板上,所述滑块连接板可滑动地安装在所述直线导轨上,所述气缸用于推动所述气缸连接板以带动所述滑块连接板沿所述直线导轨移动,使得所述套环芯杆安装板推动所述套环芯杆将所述焊环套在所述待套环位置上。
4.根据权利要求1所述的设备,其特征在于,所述夹持组件包括上夹模、下夹模、上夹模气缸、退料杆、退料气缸和小弯头上料槽口,所述小弯头上料槽口位于所述下夹模上,所述上夹模气缸用于驱动所述上夹模压紧所述下夹模,使得所述单环小弯头固定所述单环小弯头的所述待套环位置,所述退料气缸用于驱动所述退料杆将所述单环小弯头退出所述小弯头上料槽口,完成退料。
5.根据权利要求4所述的设备,其特征在于,所述小弯头上料槽口有多个,所述小弯头上料槽口一一对应地放置不同尺寸的单环小弯头。
6.根据权利要求1至5中任一项所述的设备,其特征在于,所述上退料装置包括第一上退料装置和第二上退料装置,所述套环组件包括第一套环组件和第二套环组件,所述第一上退料装置、所述第二上退料装置、所述第一套环组件和所述第二套环组件均位于一个工作台上,且所述第一上退料装置的退料位置和所述第二上退料装置的退料位置分别位于所述工作台的对角。
7.一种小弯头单边环处理方法,其特征在于,应用于权利要求1至6中任意一项所述的小弯头单边环处理设备,所述方法包括:
8.根据权利要求7所述的方法,其特征在于,所述套环组件包括第二驱动组件和套环芯杆,所述第二驱动组件包括气缸、气缸连接板、直线导轨、滑块连接板和套环芯杆安装板,所述套环芯杆安装在所述套环芯杆安装板,所述套环芯杆安装板和所述气缸连接板固定在所述滑块连接板上,所述滑块连接板可滑动地安装在所述直线导轨上,控制套环组件为所述单环小弯头的所述待套环位置套环,包括:
9.根据权利要求7所述的方法,其特征在于,所述夹持组件包括上夹模、下夹模、上夹模气缸、退料杆、退料气缸和小弯头上料槽口,所述小弯头上料槽口位于所述下夹模上,
10.一种小弯头单边环处理系统,其特征在于,包括:小弯头单边环处理设备,一个或多个处理器,存储器,以及一个或多个程序,其中,所述一个或多个程序被存储在所述存储器中,并且被配置为由所述一个或多个处理器执行,所述一个或多个程序包括用于执行权利要求7至9中任意一项所述的方法。
技术总结
本申请提供了一种小弯头单边环处理设备、方法和系统,该小弯头单边环处理设备包括:上退料装置,上退料装置包括第一驱动组件和夹持组件,夹持组件用于固定单环小弯头的待套环位置,第一驱动组件用于驱动夹持组件在上料位置和退料位置之间移动,待套环位置为单环小弯头的两个套环位置中未套环的一个;套环组件,位于上料位置的一侧,套环组件用于为单环小弯头的待套环位置套环,该小弯头单边环处理设备解决了现有技术中单环小弯头无法再加工的问题。
技术研发人员:尹鹏,鲁鹏,李德灵,林芳沐
受保护的技术使用者:珠海格力智能装备有限公司
技术研发日:
技术公布日:2025/2/20
- 还没有人留言评论。精彩留言会获得点赞!