一种横截面为平行四边形锁紧斜销的加工方法与流程
本发明涉及空气锤,特别涉及一种横截面为平行四边形锁紧斜销的加工方法。
背景技术:
1、在铝管材产品拉拔前的碾头用设备-空气锤中,上轧头通过燕尾结构安装于空气锤主轴,横截面为平行四边形的锁紧斜销用于连接并锁紧空气锤主轴与上轧头。在空气锤主轴带动上轧头做上下往复运动的使用过程中,空气锤主轴的燕尾槽与上轧头的燕尾尺寸因磨损产生变化后,锁紧斜销的尺寸也需随之调整,也就需要重新加工,属于易损耗件。
2、目前锁紧斜销加工方式的工序步骤如下:
3、1、按锁紧斜销的最大外形及后续工序所需的装夹位置,由普通铣床加工出其毛坯;
4、2、再由热处理淬火回火至硬度要求;
5、3、由平面磨床磨毛坯厚度至尺寸并去磁;
6、4、再由线切割加工出横截面为平行四边形的锁紧斜销的外形及斜面。
7、可见,当前锁紧斜销的加工时间长,加工效率低,而且加工成本高。
技术实现思路
1、有鉴于此,本发明提供了一种横截面为平行四边形锁紧斜销的机械加工方法,可有助于提高锁紧斜销的加工效率,降低锁紧斜销的加工成本。
2、为实现上述目的,本发明提供如下技术方案:
3、一种横截面为平行四边形锁紧斜销的加工方法,包括如下步骤:
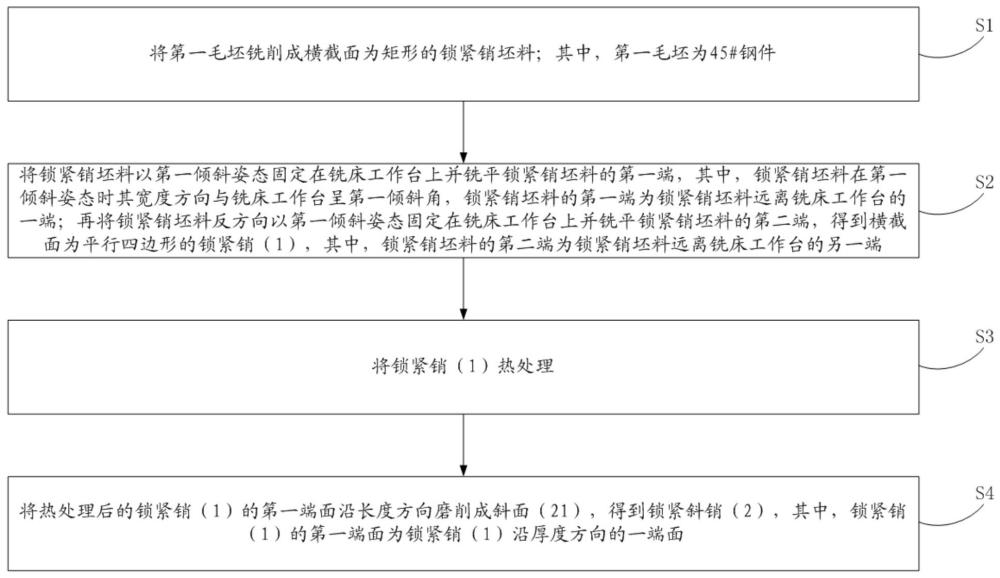
4、s1、将第一毛坯铣削成横截面为矩形的锁紧销坯料;其中,第一毛坯为45#钢件;
5、s2、将锁紧销坯料以第一倾斜姿态固定在铣床工作台上并铣平锁紧销坯料的第一端,其中,锁紧销坯料在第一倾斜姿态时其宽度方向与铣床工作台呈第一倾斜角,锁紧销坯料的第一端为锁紧销坯料远离铣床工作台的一端;再将锁紧销坯料反方向以第一倾斜姿态固定在铣床工作台上并铣平锁紧销坯料的第二端,得到横截面为平行四边形的锁紧销,其中,锁紧销坯料的第二端为锁紧销坯料远离铣床工作台的另一端;
6、s3、将锁紧销热处理;
7、s4、将热处理后的锁紧销的第一端面沿长度方向磨削成斜面,得到锁紧斜销,其中,锁紧销的第一端面为锁紧销沿厚度方向的一端面。
8、优选地,在所述步骤s1中,锁紧销坯料的长度尺寸为锁紧斜销的长度尺寸,锁紧销坯料的宽度尺寸留有第一余量,锁紧销坯料的厚度尺寸留有第二余量。
9、优选地,在所述步骤s2中,锁紧销坯料的第一端的铣平余量为第一余量中的一半,锁紧销坯料的第二端的铣平余量为第一余量中的另一半,使得到的锁紧销的宽度尺寸为锁紧斜销的宽度尺寸。
10、优选地,在所述步骤s2中,将锁紧销坯料以第一倾斜姿态固定在铣床工作台上包括:
11、通过夹具将锁紧销坯料以第一倾斜姿态固定在铣床工作台上;
12、将锁紧销坯料反方向以第一倾斜姿态固定在铣床工作台上包括:
13、通过夹具将锁紧销坯料反方向以第一倾斜姿态固定在铣床工作台上。
14、优选地,所述通过夹具将锁紧销坯料以第一倾斜姿态固定在铣床工作台上包括:
15、先通过第一夹具块和第二夹具块将呈第一倾斜姿态的锁紧销坯料夹住,再通过铣床工作台上的虎钳将第一夹具块和第二夹具块夹住并固定;其中,第一夹具块用于同锁紧销坯料贴合的端面为第一斜面,第二夹具块用于同锁紧销坯料贴合的端面为第二斜面,第二斜面与第一斜面平行,且两者中有一个的倾斜角与第一倾斜角相等;
16、所述通过夹具将锁紧销坯料反方向以第一倾斜姿态固定在铣床工作台上包括:
17、先通过第一夹具块和第二夹具块将反方向呈第一倾斜姿态的锁紧销坯料夹住,再通过铣床工作台上的虎钳将第一夹具块和第二夹具块夹住并固定。
18、优选地,在所述步骤s1前,还包括:
19、s0、先将第二毛坯铣削成长条形的夹具块半成品,再将夹具块半成品按第一倾斜角切割开,得到第一夹具块和第二夹具块;其中,第二毛坯为45#钢件。
20、优选地,所述步骤s3包括:
21、将锁紧销进行热处理,使锁紧销的硬度值达到hrc35-40。
22、优选地,所述步骤s4包括:
23、s41、将热处理后的锁紧销平放在平面磨床的磨床工作台上;其中,锁紧销的第一端面朝上分布,且与平面磨床的砂轮的磨削方向一致;
24、s42、将锁紧销沿长度方向的一端垫高;其中,锁紧销该端的垫高高度与第二余量相等;
25、s43、将锁紧销沿长度方向的两端固定;
26、s44、通过平面磨床将锁紧销的第一端面沿长度方向磨平,得到锁紧斜销;其中,锁紧销第一端面的磨削量与第二余量相等。
27、优选地,所述步骤s42包括:
28、通过块规将锁紧销沿长度方向的一端垫高;其中,块规的厚度与第二余量相等。
29、优选地,所述步骤s43包括:
30、通过两个挡块一一挡住锁紧销沿长度方向的两端,使锁紧销沿长度方向的两端固定。
31、从上述的技术方案可以看出,本发明提供的横截面为平行四边形锁紧斜销的加工方法,采用机械加工的方式加工横截面为平行四边形的锁紧斜销,可代替原有以电切加工为主要的加工方式,而且这种机械加工的方式相较于原有加工方式更简单易行,可有助于提高锁紧斜销的加工效率,降低锁紧斜销的加工成本。
技术特征:
1.一种横截面为平行四边形锁紧斜销的加工方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的横截面为平行四边形锁紧斜销的加工方法,其特征在于,在所述步骤s1中,锁紧销坯料的长度尺寸为锁紧斜销(2)的长度尺寸,锁紧销坯料的宽度尺寸留有第一余量,锁紧销坯料的厚度尺寸留有第二余量。
3.根据权利要求2所述的横截面为平行四边形锁紧斜销的加工方法,其特征在于,在所述步骤s2中,锁紧销坯料的第一端的铣平余量为第一余量中的一半,锁紧销坯料的第二端的铣平余量为第一余量中的另一半,使得到的锁紧销(1)的宽度尺寸为锁紧斜销(2)的宽度尺寸。
4.根据权利要求1所述的横截面为平行四边形锁紧斜销的加工方法,其特征在于,在所述步骤s2中,将锁紧销坯料以第一倾斜姿态固定在铣床工作台上包括:
5.根据权利要求4所述的横截面为平行四边形锁紧斜销的加工方法,其特征在于,所述通过夹具将锁紧销坯料以第一倾斜姿态固定在铣床工作台上包括:
6.根据权利要求5所述的横截面为平行四边形锁紧斜销的加工方法,其特征在于,在所述步骤s1前,还包括:
7.根据权利要求1所述的横截面为平行四边形锁紧斜销的加工方法,其特征在于,所述步骤s3包括:
8.根据权利要求2所述的横截面为平行四边形锁紧斜销的加工方法,其特征在于,所述步骤s4包括:
9.根据权利要求8所述的横截面为平行四边形锁紧斜销的加工方法,其特征在于,所述步骤s42包括:
10.根据权利要求8所述的横截面为平行四边形锁紧斜销的加工方法,其特征在于,所述步骤s43包括:
技术总结
本发明公开了一种横截面为平行四边形锁紧斜销的加工方法,包括如下步骤:S1、将第一毛坯铣削成横截面为矩形的锁紧销坯料;S2、将锁紧销坯料以第一倾斜姿态固定在铣床工作台上并铣平锁紧销坯料的第一端,锁紧销坯料在第一倾斜姿态时其宽度方向与铣床工作台呈第一倾斜角,锁紧销坯料的第一端为锁紧销坯料远离铣床工作台的一端;再将锁紧销坯料反方向以第一倾斜姿态固定在铣床工作台上并铣平锁紧销坯料的第二端,得到横截面为平行四边形的锁紧销,锁紧销坯料的第二端为锁紧销坯料远离铣床工作台的另一端;S3、将锁紧销热处理;S4、将热处理后的锁紧销的第一端面沿长度方向磨削成斜面,得到锁紧斜销,锁紧销的第一端面为锁紧销沿厚度方向的一端面。
技术研发人员:袁生琼,周勇,陈伟,李君瑛
受保护的技术使用者:西南铝业(集团)有限责任公司
技术研发日:
技术公布日:2025/3/3
- 还没有人留言评论。精彩留言会获得点赞!