一种药芯焊丝无缝焊接设备及工艺的制作方法
本发明属于药芯焊丝,尤其是一种药芯焊丝无缝焊接设备及工艺。
背景技术:
1、药芯焊丝焊接焊缝主要采用高频焊、氩弧焊、激光焊等焊接方式,药芯焊丝焊接焊缝会左右摆动,造成影响:不能精准找到焊缝的位置,在焊接过程中焊缝容易漏焊。而摆动原因主要是钢带轧制钢管的变形过程中产生不规则应力,使钢管形成的焊缝在焊接过程形成左右不规则的摆动。
2、对于无缝药芯焊丝如果存在焊缝不严、不实,一方面会使药粉易吸收空气中的水分子,造成扩散氢含量增加,甚至产生焊接裂纹;另一方面对后续无缝药芯焊丝的镀铜工序也造成了很大的影响。
3、针对上述问题,目前主要采用光学跟踪焊缝,但其成本高、误差大、精度差,并不能满足目前药芯焊丝焊接焊缝要求。
技术实现思路
1、本发明的目的在于克服现有技术中存在的缺陷,提供一种药芯焊丝无缝焊接设备及工艺,能够解决现有技术存在的上述问题。
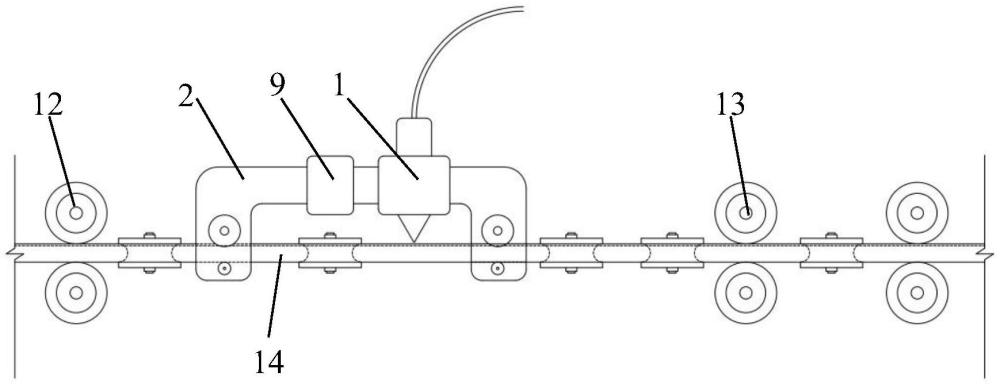
2、一种药芯焊丝无缝焊接设备,包括定位焊接结构,
3、所述定位焊接结构包括支架、进料结构、定位导向结构、焊接结构、出料结构,所述进料结构、定位导向结构、焊接结构及出料结构按进料方向依次安装于支架上;
4、所述定位导向结构包括定位框、限位组件、定位组件及传送组件,所述限位组件安装于支架上,所述定位框与限位组件活动连接,所述定位组件包括导向轮、转轴及支架座,
5、所述定位框左右两端均开设有便于焊丝贯穿的传送孔,所述导向轮安装于转轴上,转轴两端通过支架座转动安装于定位框内壁上,所述导向轮的外圆周面上设有定位尖环,所述定位尖环的尖端设于焊丝未焊接封口内,所述定位框内壁靠近焊丝处设有若干便于焊丝传送的传送组件;
6、所述焊接结构安装于定位框上,且所述焊接结构的焊头与定位尖环在同一直线上,并可随定位框移动而移动。
7、进一步的,所述传送组件包括滚轴,所述滚轴通过支撑架安装于定位框内,且所述滚轴转动安装于支撑架上。
8、进一步的,所述定位框为门型结构,所述定位框的横截面的长方形框架结构。
9、进一步的,所述定位组件设置有两组,并对称安装于定位框两端。
10、进一步的,所述限位组件包括限位框、限位孔,所述限位框安装于支架上,所述限位框上开设有左右贯通设置的限位孔,所述定位框贯穿限位孔设置,且所述定位框与限位孔贯穿连接处为一可在限位孔内左右移动的限位块。
11、进一步的,所述限位块及限位孔均为月牙状,且所述限位孔的面积大于限位块的面积。
12、进一步的,所述进料结构包括进料导辊,两个所述进料导辊呈上下对称安装于支架上并用于焊丝的进料;
13、所述出料结构包括出料导辊,两个所述出料导辊呈上下对称安装于支架上并用于焊丝的出料。
14、一种药芯焊丝无缝焊接工艺,包括以下工艺流程:钢带→钢带纵剪→钢带清洗→烘干→轧制成型→填充药粉→轧制合缝→焊接合缝→减径轧制→精拉拔→镀铜→分卷缠绕/桶装→包装→入库;
15、其中,所述焊接合缝工艺采用前述的一种药芯焊丝无缝焊接设备完成。
16、进一步的,所述钢带纵剪包括将所述钢带两端进行侧切,且所述钢带两端侧切口角度的正切值为0.32。
17、本发明的优点和有益效果在于:
18、(1)本发明中,通过将钢带合缝结构安装于定位框上,焊接结构1的合缝头与定位尖环6在同一直线上,并可随定位框移动而移动,可保证焊接结构的合缝头始终处于钢带待合缝区域,保证钢带合缝完成。
19、(2)镀铜工艺是生产实心焊丝常用的工艺,焊丝镀铜工艺的主要目的是防腐、防锈及增加焊丝的导电性。因为实心焊丝的主要成分是碳钢,裸露在空气中容易生锈腐蚀,表面镀一层铜可以有效地延长防腐防锈期,另外镀铜使焊丝表面更光滑,改善送丝性,从而增强其导电性。但常规的有缝药芯焊丝因为钢带成型后形成的缝隙无法进行镀铜工艺,否则所包覆的药粉极易受潮。因此该无缝药芯焊丝能够很好地解决了此问题,实现了镀铜工艺应用在药芯焊丝的生产工艺中,从而极大地降低了扩散氢含量。此工艺所体现出来的最大优点在于能够清洗了焊丝表面所有的杂质和润滑剂的同时,通过焊丝表面的镀铜层极大地降低了电阻率,保证了电流的稳定和送丝通畅,以保证优良的焊接工艺性和性能指标。
技术特征:
1.一种药芯焊丝无缝焊接设备,其特征在于:包括定位焊接结构,
2.根据权利要求1所述的一种药芯焊丝无缝焊接设备,其特征在于:所述传送组件包括滚轴(7)及支撑架(8),所述滚轴(7)通过支撑架(8)安装于定位框(2)内,且所述滚轴(7)转动安装于支撑架(8)上。
3.根据权利要求1所述的一种药芯焊丝无缝焊接设备,其特征在于:所述定位框(2)为门型结构,所述定位框(2)的横截面的长方形框架结构。
4.根据权利要求1所述的一种药芯焊丝无缝焊接设备,其特征在于:所述定位组件设置有两组,并对称安装于定位框(2)两端。
5.根据权利要求1所述的一种药芯焊丝无缝焊接设备,其特征在于:所述限位组件包括限位框(9)、限位孔(10),所述限位框(9)安装于支架上,所述限位框(9)上开设有左右贯通设置的限位孔(10),所述定位框(2)贯穿限位孔(10)设置,且所述定位框(2)与限位孔(10)贯穿连接处为一可在限位孔(10)内左右移动的限位块(11)。
6.根据权利要求5所述的一种药芯焊丝无缝焊接设备,其特征在于:所述限位块(11)及限位孔(10)均为月牙状,且所述限位孔(10)的面积大于限位块(11)的面积。
7.根据权利要求1所述的一种药芯焊丝无缝焊接设备,其特征在于:
8.一种药芯焊丝无缝焊接工艺,其特征在于:包括以下工艺流程:钢带→钢带纵剪→钢带清洗→烘干→轧制成型→填充药粉→轧制合缝→焊接合缝→减径轧制→精拉拔→镀铜→分卷缠绕/桶装→包装→入库;
9.根据权利要求8所述的一种药芯焊丝无缝焊接工艺,其特征在于:所述钢带纵剪包括将所述钢带两端进行侧切,且所述钢带两端侧切口角度的正切值为0.32。
技术总结
本发明涉及一种药芯焊丝无缝焊接设备,包括定位焊接结构,所述定位焊接结构包括支架、进料结构、定位导向结构、焊接结构、出料结构,所述进料结构、定位导向结构、焊接结构及出料结构按进料方向依次安装于支架上;所述定位导向结构包括定位框、限位组件、定位组件及传送组件,所述定位组件包括导向轮、转轴及支架座,所述导向轮的外圆周面上设有定位尖环,所述定位尖环的尖端设于焊丝未焊接封口内;所述焊接结构安装于定位框上,且所述焊接结构的焊头与定位尖环在同一直线上,并可随定位框移动而移动。本发明通过将焊接结构安装于定位框上,焊接结构1的焊头与定位尖环6在同一直线上,并可随定位框移动而移动,可保证焊接结构的焊头始终处于待焊接处,保证焊丝焊接完成。
技术研发人员:孟庆琢
受保护的技术使用者:天津金山永固科技有限公司
技术研发日:
技术公布日:2025/4/7
- 还没有人留言评论。精彩留言会获得点赞!