一种旋转轴几何误差测量装置及其测量方法与流程
本发明涉及误差测量设备,尤其涉及一种旋转轴几何误差测量装置及其测量方法。
背景技术:
1、数控机床的几何精度是衡量机床加工精度的关键指标。为提高机床的加工精度,误差补偿方式以其经济且有效的特性得到广泛运用与研究。对数控机床的误差测量与辨识,从而获取几何误差的空间分布,是实施误差补偿关键步骤。现有几何误差测量方法主要包括激光干涉仪、球杆干涉仪和球杆仪及r-test仪器等,其中,激光干涉仪只能测量角定位误差,无法测得测量全部十项几何误差;球杆干涉仪的成本非常高,测量效率较低,为避免干涉,运动范围只能限制在某个固定区域,无法测量全行程;且对机床大小有要求,球杆最小体积固定,太小的机床放不下;球杆仪及r-test仪器的工装设计复杂,运动测量位置有限,辨识方法需要依赖工装的安装精度,不依赖重复安装的又必须考虑运动干涉,导致测量初始位置有限,非常容易受到其他误差的干扰,全十项几何误差辨识难度大,准确度低。
技术实现思路
1、本发明提供一种旋转轴几何误差测量装置及其测量方法,用以解决现有技术中的几何误差测量方法无法精确测量十项几何误差的缺陷,实现了测量全部十项几何误差,测量效率高,能够覆盖转轴全行程;且对机床大小没有要求、工装简单、运动范围广泛和成本低。
2、本发明提供一种旋转轴几何误差测量装置,包括;
3、至少一个标准件;
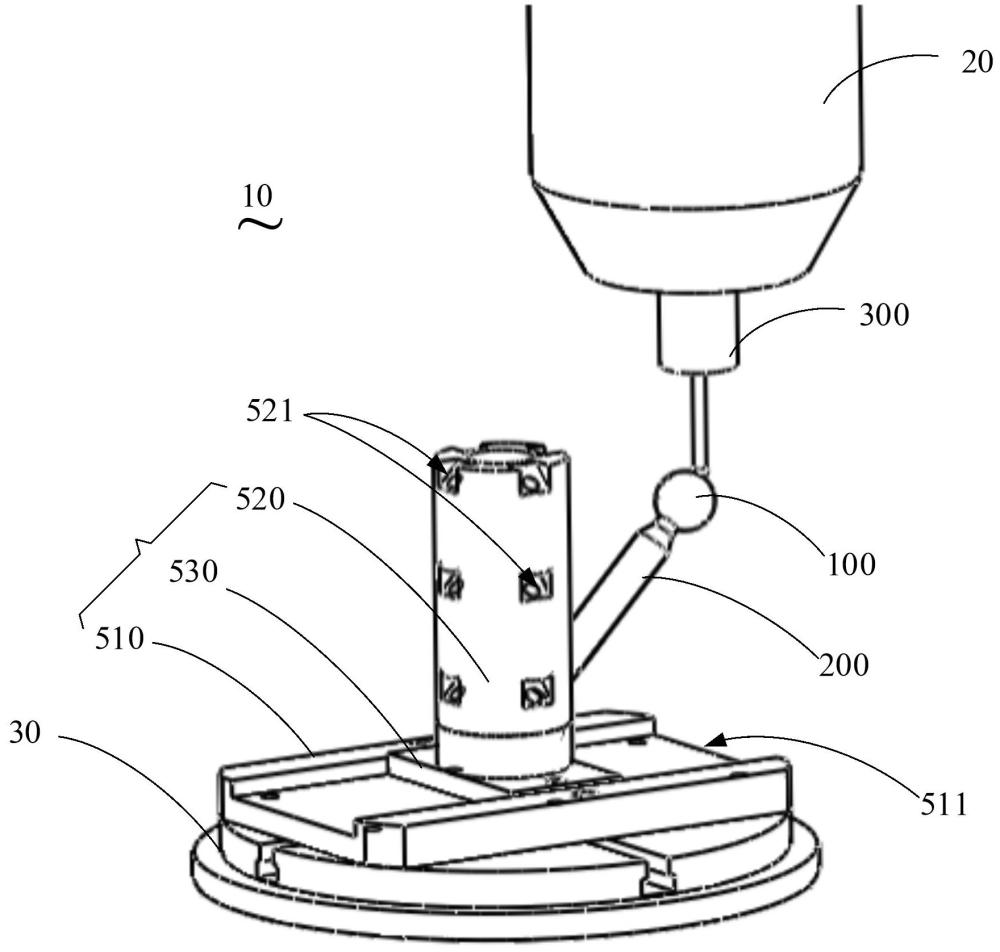
4、位移测量模组,所述位移测量模组安装于机床主轴或者工作台上,所述位移测量模组用于采集所述标准件的位移数据;
5、标准件工装,所述标准件工装安装于转台或者摆头上,所述标准件工装的外立面上设有多个安装孔,所述标准件安装于任一个所述安装孔上。
6、根据本发明提供的一种旋转轴几何误差测量装置,所述标准件工装包括底板和垫块,所述底板与所述转台或者所述摆头连接,所述垫块活动连接于所述底板上,多个所述安装孔开设于所述垫块的外立面上。
7、根据本发明提供的一种旋转轴几何误差测量装置,所述标准件工装包括多个所述垫块,多个所述垫块朝向远离所述底板的方向层叠设置。
8、根据本发明提供的一种旋转轴几何误差测量装置,所述底板朝向所述垫块的一侧设有滑槽,所述标准件工装还包括滑块,所述滑块滑动设置于所述滑槽内,所述滑块与所述垫块连接,所述滑块用于带动所述垫块在滑槽内滑动。
9、根据本发明提供的一种旋转轴几何误差测量装置,所述垫块呈柱状设置,多个所述安装孔分布于所述垫块的外周侧壁和所述垫块远离所述底板的端面上。
10、根据本发明提供的一种旋转轴几何误差测量装置,所述旋转轴几何误差测量装置还包括直杆,所述直杆的一端与所述标准件连接,另一端与所述安装孔可拆卸地连接。
11、根据本发明提供的一种旋转轴几何误差测量装置,位移测量模组包括测头或者位移传感器中的任一种。
12、根据本发明提供的一种旋转轴几何误差测量装置,所述标准件的形状包括方体、柱形或者球形中的至少一种。
13、本发明还提供一种旋转轴几何误差的测量方法,包括如下步骤:
14、s1:在机床主轴上装夹位移测量模组,在机床的转台(30)上安装标准件工装;或者机床工作台上装夹位移测量模组,在机床的摆头上安装标准件工装,将标准件安装于标准件工装上的任一安装孔;
15、s2:标定标准件的初始位置,并测量旋转轴旋转至不同角度下标准件的坐标;
16、s3:根据实测标准件坐标和理论标准件坐标,计算得到初始位置下多个测量角度下的坐标误差值;
17、s4:将标准件安装于不同位置或者不同方向的不同安装孔内,重复步骤s2和s3,得到标准件位于不同安装孔内的坐标误差值,直至完成测量完成。
18、根据本发明提供的一种旋转轴几何误差的测量方法,所述步骤s3中,测量c轴时,标准件的理想球心坐标为:
19、
20、而标准件的实际坐标为:
21、
22、其中,测量c轴时的其他轴的初始坐标为,令测量时其他轴位于0°,计算c轴在含有上述误差时的坐标值;c轴中心坐标误差表示为(cx,cy,cz),则机床坐标系下坐标(x,y,z)绕c轴旋转θ后所得到的理想机床坐标为;只有垂直度误差(eb(oy)c、ea(ox)c),则绕c轴旋转c度后所得到的机床坐标为,用tcs表示对应垂直度误差矩阵,表示单个标准件位置旋转后的空间测量点数,令
23、,,
24、在机床坐标主轴为θ时,c轴的六项误差为exc、eyc、ezc、eac、ebc、ecc,用符号表示为,由于c轴角度误差的存在,会导致会导致x向、y向、z向产生额外的偏差,根据小角度误差简化的误差矩阵为ec,
25、
26、综合上述所有误差,c轴旋转θ后所得到的实际机床坐标为,得到如下方程组:
27、
28、对上述方程组求解,得出c轴的十项误差。
29、本发明提供的旋转轴几何误差测量装置及其测量方法,通过在不同位置安装标准件,并利用位移测量模组采集其位移数据,可以获取旋转轴在多个角度和位置下的几何误差信息。由于标准件可以在工装的不同安装孔上灵活调整位置,因此能够覆盖所有必要的测量点,从而实现对旋转轴全十项几何误差的全面测量。
30、标准件工装上的多个安装孔允许用户快速更换标准件的位置,无需复杂的拆装过程。每次更换位置后,可以直接进行新的测量,大大缩短了准备时间,提高了测量效率;与传统方法相比,本方案的操作更为简便,不需要复杂的路径规划或编程,减少了前期准备工作的时间成本。
31、由于标准件可以在工装上任意位置安装,测量范围不再局限于某个固定区域,而是可以扩展到整个转轴行程。这使得即使是大型机床也能进行全面测量,确保了测量结果的完整性。
32、工装结构简单且轻量化,便于搬运和安装,不会因为机床空间大小而受限。
33、工装采用模块化设计,结构简单,易于制造和维护。安装孔分布在标准件工装的外立面,使得标准件的安装和调整非常方便,降低了使用门槛。
34、标准件可以在工装的不同安装孔上自由安装,提供了广泛的运动范围。无论是在水平方向还是垂直方向,都可以实现精确测量,增强了系统的适应性和应用范围。
35、相比激光干涉仪等高精度测量设备,本方案的成本主要由标准件、位移测量模组和工装组成,显著降低了总体成本。同时,由于操作简便,减少了人力成本和技术培训需求,进一步提升了经济效益。
技术特征:
1.一种旋转轴几何误差测量装置,其特征在于,包括:
2.根据权利要求1所述的旋转轴几何误差测量装置,其特征在于,所述标准件工装包括底板和垫块,所述底板与所述转台或者所述摆头连接,所述垫块活动连接于所述底板上,多个所述安装孔开设于所述垫块的外立面上。
3.根据权利要求2所述的旋转轴几何误差测量装置,其特征在于,所述标准件工装包括多个所述垫块,多个所述垫块朝向远离所述底板的方向层叠设置。
4.根据权利要求3所述的旋转轴几何误差测量装置,其特征在于,所述底板朝向所述垫块的一侧设有滑槽,所述标准件工装还包括滑块,所述滑块滑动设置于所述滑槽内,所述滑块与所述垫块连接,所述滑块用于带动所述垫块在滑槽内滑动。
5.根据权利要求2所述的旋转轴几何误差测量装置,其特征在于,所述垫块呈柱状设置,多个所述安装孔分布于所述垫块的外周侧壁和所述垫块远离所述底板的端面上。
6.根据权利要求1-5任一项所述的旋转轴几何误差测量装置,其特征在于,所述旋转轴几何误差测量装置还包括直杆,所述直杆的一端与所述标准件连接,另一端与所述安装孔可拆卸地连接。
7.根据权利要求1-5任一项所述的旋转轴几何误差测量装置,其特征在于,所述位移测量模组包括测头或者位移传感器中的任一种。
8.根据权利要求1-5任一项所述的旋转轴几何误差测量装置,其特征在于,所述标准件的形状包括方体、柱形或者球形中的至少一种。
9.一种旋转轴几何误差的测量方法,应用如权利要求1-8任一项所述的旋转轴几何误差测量装置,其特征在于,包括如下步骤:
10.根据权利要求9所述的旋转轴几何误差的测量方法,其特征在于,
技术总结
本发明涉及误差测量设备技术领域,提供一种旋转轴几何误差测量装置及其测量方法,其中,旋转轴几何误差测量装置包括至少一个标准件、位移测量模组和标准件工装,所述位移测量模组安装于机床主轴或者工作台上,所述位移测量模组用于采集所述标准件的位移数据;所述标准件工装安装于转台或者摆头上,所述标准件工装的外立面上设有多个安装孔,所述标准件安装于任一个所述安装孔上。本申请实现了测量旋转轴全部十项几何误差,测量效率高,能够覆盖转轴全行程;且对机床大小没有要求、工装简单、运动范围广泛和成本低。
技术研发人员:石宝光,王飞飞,郭献杰,张启华,申强
受保护的技术使用者:北京精雕科技集团有限公司
技术研发日:
技术公布日:2025/3/18
- 还没有人留言评论。精彩留言会获得点赞!