一种薄壁镍合金U形封头冲压模具的制作方法
本技术涉及封头成型,尤其涉及一种薄壁镍合金u形封头冲压模具。
背景技术:
1、产品材质为镍合金,外观质量要求比较高,且因其材料特性,加之厚度较薄,不易成型。因产品形状特殊,为u形,行业内根本无法成型,即使能制造,也需把产品分成几个部分,将各个部分压制成型后,再进行整体焊接,也未必符合要求。
技术实现思路
1、根据上述提出的技术问题,而提供一种薄壁镍合金u形封头冲压模具。本实用新型主要利用u形冲头、底座和顶出装置设置在模座上,实现冷冲压制薄壁镍合金u形封头,解决了制作过程中产品不易变形极易开裂的问题。
2、本实用新型采用的技术手段如下:
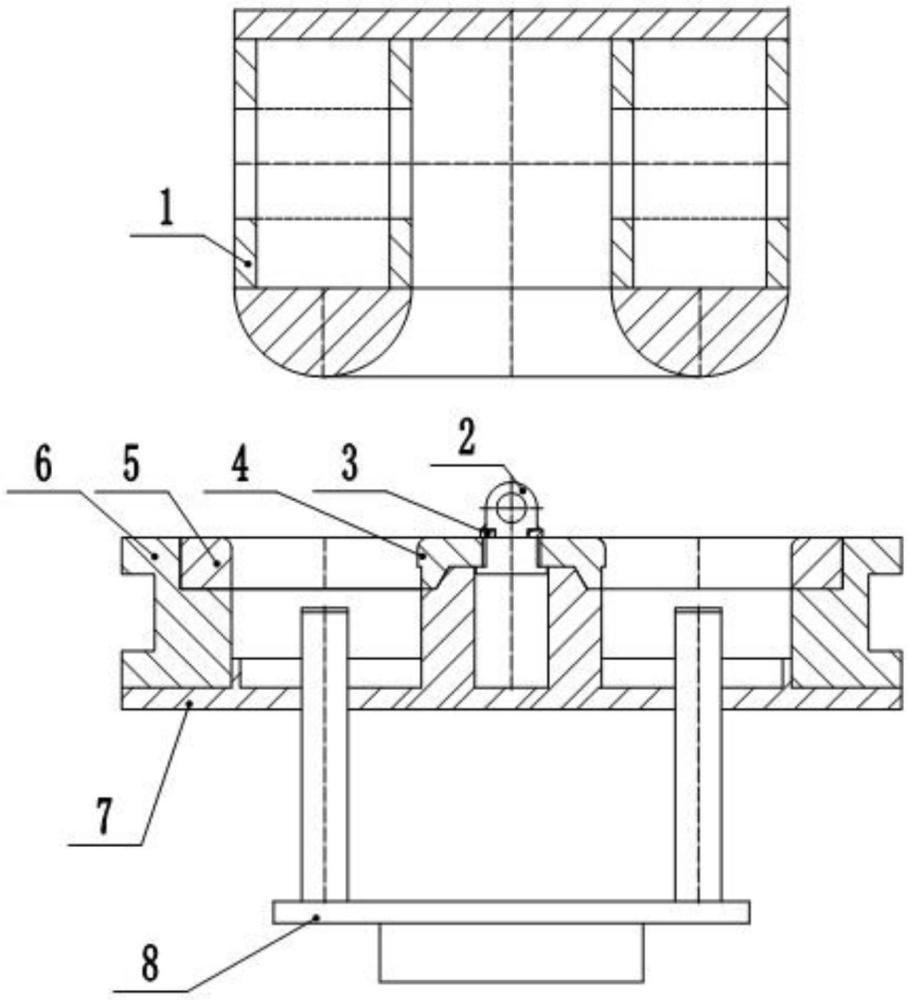
3、一种薄壁镍合金u形封头冲压模具,包括:模座,冲压模具应用在模座上,用于将u形封头冷冲成型,包括:u形冲头、底座和顶出装置,其中:
4、所述u形冲头,其顶部通过螺栓连接在油压机上,用于为坯板塑形;
5、所述底座,焊接在模座的底部,用于支撑模座;
6、所述顶出装置,穿插在底座上,用于将成型后的u形封头脱模。
7、进一步地,所述模座上还安装有吊耳、固定块、内拉环和外拉环;
8、所述吊耳,焊接在固定块上,用于将内拉环和外拉环拉起;
9、所述固定块,焊接在内拉环上,用于连接吊耳和内拉环;
10、所述内拉环和外拉环设置在模座上,内拉环连接外拉环,内拉环紧贴u形封头内环;外拉环紧贴u形封头外环。
11、进一步地,所述u形封头是用钢板拼接后加工成的结构件。
12、进一步地,所述内拉环和外拉环通过镶嵌的方式设置在模座上,用于保证u形封头内尺寸以及r值。
13、进一步地,所述u形封头由薄壁镍合金坯板冷冲压制而成。
14、较现有技术相比,本实用新型具有以下优点:
15、1、本实用新型提供的薄壁镍合金u形封头冲压模具,解决了制作过程中产品不易变形极易开裂的问题,只需一次冲压,减少了焊接与无损检测,降低了镍合金u形产品的制造难度。
16、2、本实用新型提供的薄壁镍合金u形封头冲压模具,解决了传统意义上采用热压成型方式导致的能源浪费,该模具采用冷冲,节约了天然气能源,提高了劳动效率,减少了co2排放,并降低了成本。该模具制造完成的产品无论从几何尺寸,还是外观质量,产品使用场合要求等多方面都达到了相当高的标准,深受客户好评,不仅节约了成本,减少了原材料的使用量,还大大的提高了效率,减少了建造周期,是一种创造性的改变。
17、基于上述理由本实用新型可在封头成型技术领域广泛推广。
技术特征:
1.一种薄壁镍合金u形封头冲压模具,包括:模座(6),其特征在于,冲压模具应用在模座(6)上,用于将u形封头冷冲成型,包括:u形冲头(1)、底座(7)和顶出装置(8),其中:
2.根据权利要求1所述的薄壁镍合金u形封头冲压模具,其特征在于,所述模座(6)上还安装有吊耳(2)、固定块(3)、内拉环(4)和外拉环(5);
3.根据权利要求1所述的薄壁镍合金u形封头冲压模具,其特征在于,所述u形封头(1)是用钢板拼接后加工成的结构件。
4.根据权利要求2所述的薄壁镍合金u形封头冲压模具,其特征在于,所述内拉环(4)和外拉环(5)通过镶嵌的方式设置在模座(6)上,用于保证u形封头内尺寸以及r值。
5.根据权利要求1所述的薄壁镍合金u形封头冲压模具,其特征在于,所述u形封头由薄壁镍合金坯板冷冲压制而成。
技术总结
本技术提供一种薄壁镍合金U形封头冲压模具,包括:模座,冲压模具应用在模座上,用于将U形封头冷冲成型,包括:U形冲头、底座和顶出装置,其中:所述U形冲头,其顶部通过螺栓连接在油压机上,用于为坯板塑形;所述底座,焊接在模座的底部,用于支撑模座;所述顶出装置,穿插在底座上,用于将成型后的U形封头脱模。所述模座上还安装有吊耳、固定块、内拉环和外拉环;所述吊耳,焊接在固定块上,用于将内拉环和外拉环拉起;所述固定块,焊接在内拉环上,用于连接吊环和内拉环;所述内拉环和外拉环设置在模座上,内拉环连接外拉环,内拉环紧贴U形封头内环;外拉环紧贴U形封头外环。
技术研发人员:孙志涛,郭红林
受保护的技术使用者:大连顶金通用设备制造股份有限公司
技术研发日:20240102
技术公布日:2024/12/10
- 还没有人留言评论。精彩留言会获得点赞!