一种设在高速冲床上的精密齿轮自动送料装置的制作方法
本技术属于冲压加工,具体为一种设在高速冲床上的精密齿轮自动送料装置。
背景技术:
1、齿轮的传统加工方式一般分为:滚齿、插齿、铣齿,剃齿、磨齿、刨齿、拉齿,注塑成形,冷冲压等加工工艺,以上齿轮加工工艺要么加工效率低,或齿轮精度不高,齿面粗糙;而冲压加工齿轮相比传统的齿轮加工方式,具有明显的优势,首先,冲压生产速度高可以大大提高生产效率,降低生产成本,其次,冲压工艺可以实现等同于机械加工的齿轮啮合面,提高了齿形的加工精度。
2、现有技术中存在一种齿轮热冲压方法,为了提高冲压加工的速度,便于冲模将坯料冲压成型,在冲压之前需要对坯料进行加热变软,并提高冲压剪切面的光洁度,并提高加工精度,但传统的加工方法对加热和冲压加工之间的衔接不好,浪费大量人力和物料周转时间,且易在坯料加热后进行周转的过程中使坯料温度下降,降低坯料的成型性能。
3、授权公告号为cn102357615b的中国专利公开了一种齿轮热冲压设备及齿轮热冲压方法,包括加热毛胚料的加热系统、将加热好的毛胚料冲压成齿轮的冲压模具,以及淬火箱、周转槽和输送系统,周转箱包括通过向下倾斜的滑槽将热冲压好的齿轮导入淬火箱;淬火箱内盛放有冷却介质并用于对冲压好的齿轮淬火;输送系统包括伺服电机和抓取机构,伺服电机控制抓取机构将加热好的毛胚料输送至冲压模具内并将冲压好的齿轮输送至周转箱内。齿轮热冲压设备通过智能控制系统协调控制加热系统、冲压模具和输送系统之间的操作以及相应的物料周转,实现齿轮的自动化生产,节省了大量人力和物料周转时间。
4、但是上述存在以下不足之处:
5、1.上述专利将坯料逐个推入感应线圈中进行感应加热,并测定控制坯料的温度达到最佳,但此过程导致坯料加热的时间过长,浪费过多时间导致其影响冲压加工的速度和效率。
6、2.上述专利对坯料加热时整体加热,而坯料的切面大多只局限在边缘处,对整体加热浪费时间,并且整体加热坯料会因热胀冷缩体积增大,在冲压后冷却收缩的量也同样很大,造成齿轮的加工精度受到影响,难以加工较为精密的齿轮。
技术实现思路
1、本实用新型为了克服现有技术的不足,解决的技术问题是,通过设置齿盘与夹持部件,实现齿盘转动的同时对坯料进行环形的周转动作,并使两组感应线圈对坯料加热后,直接送至冲压板部件处进行冲压,节省大量人力和物料周转时间,并且,通过夹持部件带动坯料旋转,并利用两组感应线圈对坯料边缘均匀加热,减少加热时间,并提高加热均匀效果,提高物料周转的效率进而提高冲压加工的效率,并且感应线圈只对坯料的边缘加热,有效减小热障冷缩对冲压加工后成品齿轮的形状造成的影响,提高冲压加工的精度。
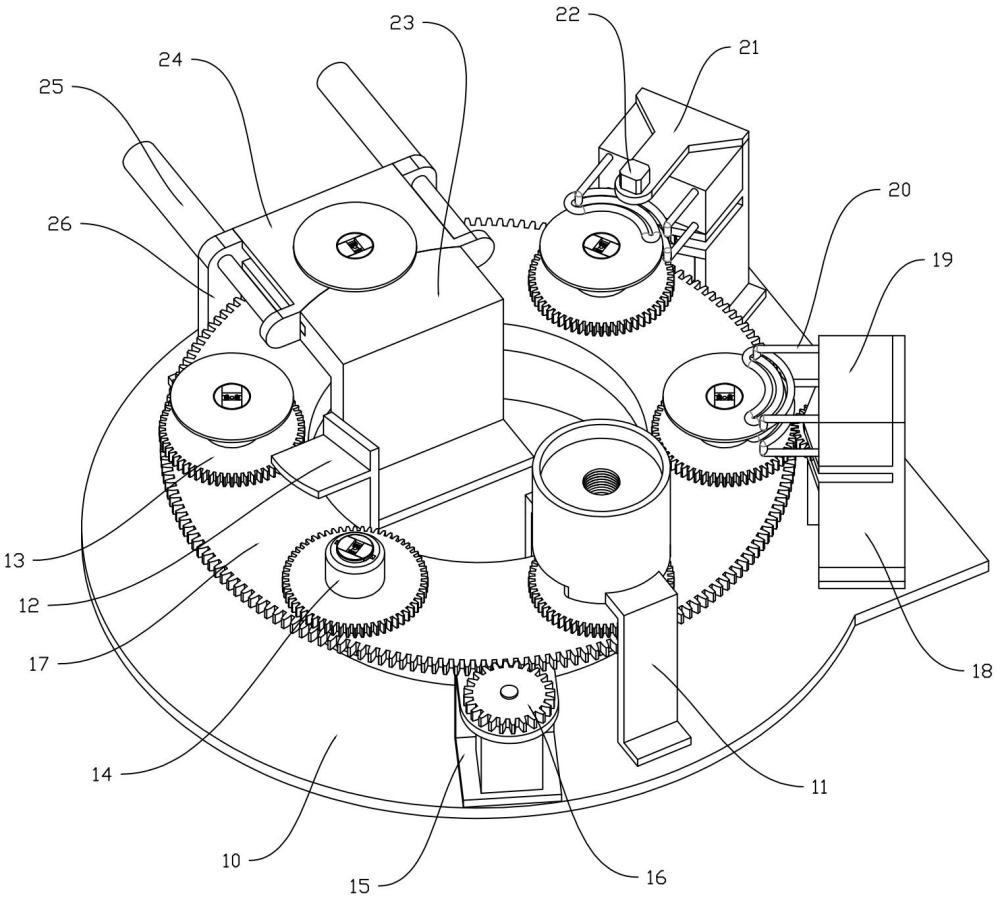
2、本实用新型为了实现上述目的,提供如下技术方案:一种设在高速冲床上的精密齿轮自动送料装置,包括底架,所述底架上转动连接有齿盘,每个所述齿盘上按圆周方向均匀分布设置有多个用于夹持坯料的夹持部件,所述底架上位于齿盘一侧位于两个夹持部件处固定连接有第二支架,每个所述第二支架上固定连接有感应加热器,每个所述感应加热器靠近夹持部件的一侧固定连接有一组与坯料边缘形状对应的感应线圈,所述底架一侧设置有冲压板部件,所述底架上侧固定连接有第一支架,所述第一支架上转动连接有与齿盘啮合传动的第三齿轮,所述第三齿轮的转轴传动连接有电机。
3、通过设置齿盘与夹持部件,实现齿盘转动的同时对坯料进行环形的周转动作,并使两组感应线圈对坯料加热后,直接送至冲压板部件处进行冲压,节省大量人力和物料周转时间。
4、两组感应线圈对坯料边缘均匀加热,减少加热时间,并提高加热均匀效果,提高物料周转的效率进而提高冲压加工的效率,且有效减小热障冷缩对冲压加工后成品齿轮的形状造成的影响,提高冲压加工的精度。
5、进一步的,靠近所述冲压板部件的第二支架上端固定连接有第三支架,所述第三支架伸向夹持部件的一端固定连接有温度检测器。
6、通过设置温度检测器,使此组感应线圈能够根据坯料上的现有温度进行自动调节,然后对坯料进行针对性的加热,保证每个坯料在进入冲压之前的温度均匀一致,保证冲压加工效果。
7、进一步的,每个所述夹持部件上传动连接有一个第一齿轮,每个所述第二支架内转动连接有一个能够与第一齿轮啮合传动连接的第二齿轮,每个所述第二齿轮的转轴传动连接有电机。
8、通过设置第一齿轮与第二齿轮,使每个坯料进入一组感应线圈之间后,能够匀速旋转,从而使感应线圈能够对坯料边缘均匀加热。
9、进一步的,所述夹持部件包括固定环,多个所述固定环均匀分布固定连接于齿盘上侧,每个所述固定环内转动连接有一个夹持柱,每个所述夹持柱内滑动连接有一个中空的滑套,每个所述滑套的上端两侧滑动连接有一组加持块,每组所述加持块之间连接有一组第一弹簧。
10、利用夹持部件,实现对坯料的自动夹持和周转,保证坯料在周转过程中的稳定性。
11、进一步的,所述齿盘下侧位于每个夹持柱对应位置处固定连接有电动推拉器,每个所述电动推拉器伸入滑套内的一端设置有锥头,每个所述锥头与对应的一组加持块紧密贴合相对滑动,每个所述滑套与夹持柱底部之间连接有第二弹簧,所述底架的外壁上固定连接有对电动推拉器供电的半环形的导电板。
12、利用半环形的导电板对电动推拉器进行供电,从而在齿盘转动的同时,实现对电动推拉器的供电与断电,从而自动控制夹持部件的开与关。
13、进一步的,所述底架上远离冲压板部件的一侧处固定连接有储料桶,所述储料桶内壁直径与坯料直径一致,所述储料桶筒形部分的底部开设有允许夹持部件以及一个坯料通过的出料口。
14、利用储料桶实现自动供料,并配合夹持部件实现自动的上料动作。
15、进一步的,所述冲压板部件包括第一冲压板,所述第一冲压板固定连接于底架的内环处,所述第一冲压板的弧形端与滑套轮廓的运动轨迹相切,所述底架上侧位于第一冲压板对应位置的外环处固定连接有两个第四支架,每个所述第四支架的上端固定连接有气缸,两个所述第四支架之间滑动连接有第二冲压板,每个所述气缸的伸长端与第二冲压板固定连接,每个所述第二冲压板上开设有容纳滑套的槽口,所述第二冲压板的弧形端与第一冲压板的弧形端相互契合。
16、在夹持部件与坯料移动到第一冲压板处后,通过第二冲压板与第一冲压板的闭合动作使坯料底部得到完整支撑,从而在第一冲压板与第二冲压板上直接进行冲压加工,从而提高冲压加工的效率。
17、综上所述,与现有技术相比,本发明的有益效果在于:
18、(1)在齿盘与夹持部件转动对坯料周转的同时,同步完成对坯料的加热和冲压加工,节省大量人力和物料周转时间,提高了冲压加工的速度和效率。
19、(2)利用两组感应线圈分别对坯料边缘均匀加热,减少加热时间,并提高加热均匀效果,提高物料周转的效率进而提高冲压加工的效率。
20、(3)只对坯料的边缘加热,有效减小热障冷缩对冲压加工后成品齿轮的形状造成的影响,提高冲压加工的精度。
技术特征:
1.一种设在高速冲床上的精密齿轮自动送料装置,其特征在于,包括底架(10),所述底架(10)上转动连接有齿盘(17),每个所述齿盘(17)上设置有多个夹持部件,所述底架(10)上固定连接有两个第二支架(18),每个所述第二支架(18)上固定连接有感应加热器(19),每个所述感应加热器(19)固定连接有一组与坯料边缘形状对应的感应线圈(20),所述底架(10)一侧设置有冲压板部件,所述底架(10)上侧固定连接有第一支架(15),所述第一支架(15)上转动连接有与齿盘(17)啮合传动的第三齿轮(16)。
2.根据权利要求1所述的一种设在高速冲床上的精密齿轮自动送料装置,其特征在于,靠近所述冲压板部件的第二支架(18)上端固定连接有第三支架(21),所述第三支架(21)伸的一端固定连接有温度检测器(22)。
3.根据权利要求1所述的一种设在高速冲床上的精密齿轮自动送料装置,其特征在于,每个所述夹持部件上传动连接有一个第一齿轮(13),每个所述第二支架(18)内转动连接有一个能够与第一齿轮(13)啮合传动连接的第二齿轮(27)。
4.根据权利要求1所述的一种设在高速冲床上的精密齿轮自动送料装置,其特征在于,所述夹持部件包括固定环(35),多个所述固定环(35)固定连接于齿盘(17)上侧,每个所述固定环(35)内转动连接有一个夹持柱(14),每个所述夹持柱(14)内滑动连接有一个滑套(30),每个所述滑套(30)的上端滑动连接有一组加持块(31),每组所述加持块(31)之间连接有一组第一弹簧(32)。
5.根据权利要求4所述的一种设在高速冲床上的精密齿轮自动送料装置,其特征在于,所述齿盘(17)下侧固定连接有多个电动推拉器(28),每个所述电动推拉器(28)伸入滑套(30)内的一端设置有与加持块(31)贴合的锥头(33),每个所述滑套(30)与夹持柱(14)底部之间连接有第二弹簧(34),所述底架(10)的外壁上固定连接有对电动推拉器(28)供电的半环形的导电板(29)。
6.根据权利要求1所述的一种设在高速冲床上的精密齿轮自动送料装置,其特征在于,所述底架(10)上远离冲压板部件的一侧处固定连接有储料桶(11),所述储料桶(11)筒形部分的底部开设有出料口(36)。
7.根据权利要求1所述的一种设在高速冲床上的精密齿轮自动送料装置,其特征在于,所述冲压板部件包括第一冲压板(23),所述第一冲压板(23)固定连接于底架(10)的内环处,所述底架(10)外环处固定连接有两个第四支架(26),每个所述第四支架(26)的上端固定连接有气缸(25),两个所述第四支架(26)之间滑动连接有第二冲压板(24),每个所述气缸(25)的伸长端与第二冲压板(24)固定连接,每个所述第二冲压板(24)上开设有槽口(37),所述第二冲压板(24)的弧形端与第一冲压板(23)的弧形端相互契合。
技术总结
本技术属于冲压加工技术领域,具体为一种设在高速冲床上的精密齿轮自动送料装置,包括底架,底架上转动连接有齿盘,每个齿盘上设置有多个夹持部件,底架上固定连接有两个第二支架,每个第二支架上固定连接有感应加热器,每个感应加热器固定连接有一组与坯料边缘形状对应的感应线圈,底架一侧设置有冲压板部件,底架上侧固定连接有第一支架,第一支架上转动连接有与齿盘啮合传动的第三齿轮。本专利能够实现对坯料边缘快速加热,并实现冲压加工和坯料加热同时进行,提高冲压加工的效率,同时只对坯料边缘均匀加热,能够避免坯料整体加热后产生的应力变形。
技术研发人员:胡红斌,胡红峰
受保护的技术使用者:杭州金逸传动机械有限公司
技术研发日:20240103
技术公布日:2024/9/17
- 还没有人留言评论。精彩留言会获得点赞!