一种多规格适配钢丝挡圈安装工件的制作方法
本技术涉及安装工件,具体涉及一种多规格适配钢丝挡圈安装工件。
背景技术:
1、在安装轴体上,一般会在轴体上设置一个钢丝挡圈进行限位,钢丝挡圈能够将轴体的螺纹连接锁死,能够增大螺母的固定效果。
2、现有技术的安装钢丝挡圈采用和螺母螺纹连接的钢丝定位套,通过将钢丝挡圈提前套设在螺母上,再通过工装压件对套设完成的钢丝挡圈进行压制,此时对钢丝挡圈施加作用力,能够使得钢丝挡圈在力的作用下发生形变,从而套设进入螺母上的专门给钢丝挡圈开设的挡圈槽体内,完成钢丝挡圈的套设。
3、现有技术在套设钢丝挡圈的过程中,因为螺母的前端会适配不同的产品,因此再加工同一尺寸不同前端的螺母时,会需要采用不同的钢丝挡圈,而此时需要更换压件和钢丝挡圈进行操作,由于在装配过程中套设钢丝挡圈量的需求非常大,因此频繁的更换压制工件会导致生产效率大幅度降低,所以现有技术的钢丝挡圈安装工件存在不能多规格适配的问题。
技术实现思路
1、本实用新型的目的是:设置一种多规格适配的的钢丝挡圈安装工件,使得加工螺母时,再对应不同前端规格的螺母时,能够不需要调整工装压件即可进行操作加工,提升生产效率的效果。
2、为了实现上述目的,本实用新型提供如下的技术方案:包括安装螺母、钢圈定位套和工装压件,所述钢圈定位套螺纹连接在所述安装螺母的表面,所述钢圈定位套外侧设置有适配结构,所述适配结构包括一个直线模组和一个与直线模组连接的配合杆,所述配合杆伸入所述钢圈定位套内部空间,所述工装压件压在所述钢圈定位套上方,所述工装压件分为第一压制部、第二压制部和第三压制部,所述第一压制部和所述第二压制部内均形成滑动空腔,所述第二压制部在所述第一压制部的滑动空腔内滑动,所述第三压制部在所述第二压制部的滑动空腔内滑动。
3、优选的,所述滑动空腔内壁开设有数个水平滑动槽,所述第一压制部的侧壁上伸出有与所述水平滑动槽相配的滑动块,数个水平滑动槽之间垂直开设有和所述滑动块相配的竖直滑动槽。
4、优选的,所述第二压制部内的滑动空腔的结构和所述第一压制部内滑动空腔的结构相同。
5、优选的,所述第三压制部朝向所述安装螺母方向的表面积小于所述第二压制部朝向所述安装螺母方向的表面积,所述第二压制部朝向所述安装螺母方向的表面积小于所述第一压制部朝向所述安装螺母方向的表面积。
6、优选的,:所述配合杆的一端朝向所述钢圈定位套的方向固定连接有定位杆,所述定位杆在所述钢圈定位套侧壁滑动连接。
7、优选的,所述定位杆的前端开设有缓冲口,所述缓冲口内滑动连接有收缩块优选的,所述收缩块和所述缓冲口底端之间连接有弹性件。
8、本实用新型的有益效果为:
9、1、通过对工装压件进行加工使得工装压件能够适配不同前端规格的螺母,实现对不同规格螺母的压制效果。
10、2、通过对钢圈定位套的改进,实现对不同规格的钢圈进行安装,实现对不同规格钢圈均可以进行工装的效果,提升了工装的效率。
技术特征:
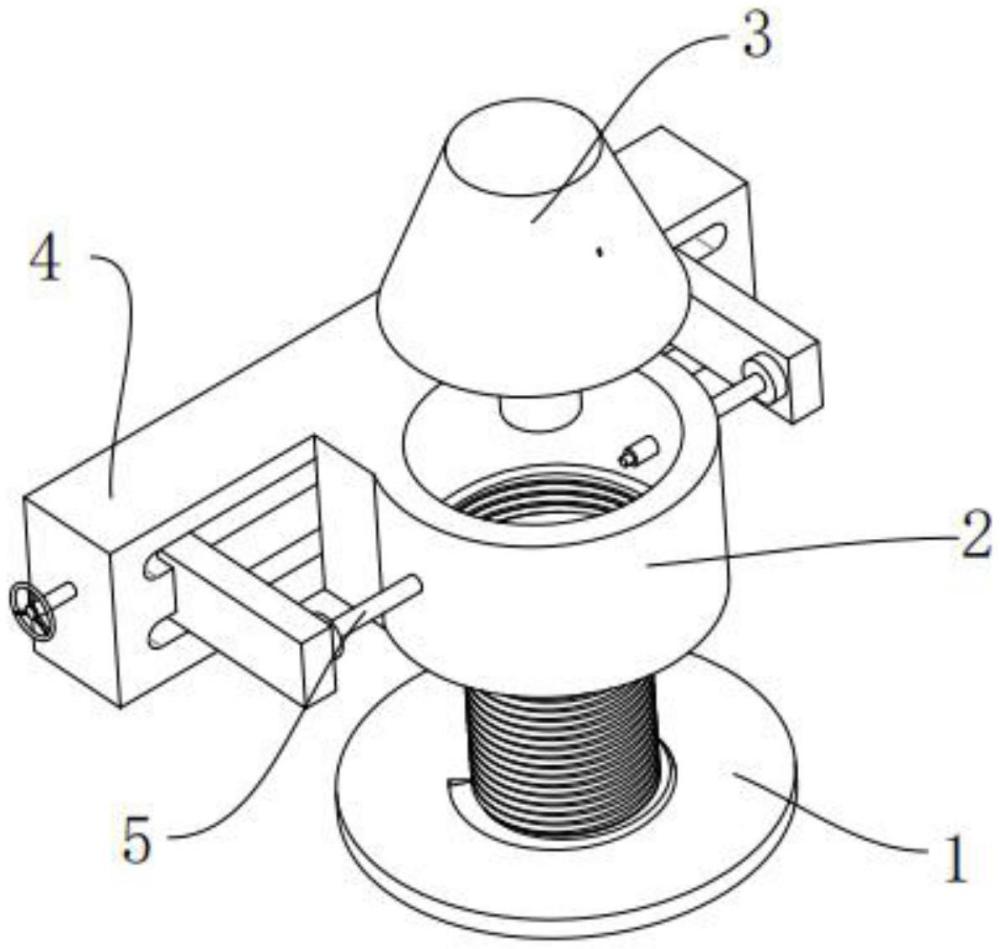
1.一种多规格适配钢丝挡圈安装工件,包括安装螺母(1)、钢圈定位套(2)和工装压件(3),其特征在于:所述钢圈定位套(2)螺纹连接在所述安装螺母(1)的表面,所述钢圈定位套(2)外侧设置有适配结构,所述适配结构包括一个直线模组(4)和一个与直线模组(4)连接的配合杆(5),所述配合杆(5)伸入所述钢圈定位套(2)内部空间,所述工装压件(3)压在所述钢圈定位套(2)上方,所述工装压件(3)分为第一压制部(31)、第二压制部(32)和第三压制部(33),所述第一压制部(31)和所述第二压制部(32)内均形成滑动空腔,所述第二压制部(32)在所述第一压制部(31)的滑动空腔内滑动,所述第三压制部(33)在所述第二压制部(32)的滑动空腔内滑动。
2.根据权利要求1所述的一种多规格适配钢丝挡圈安装工件,其特征在于:所述滑动空腔内壁开设有数个水平滑动槽(312),所述第一压制部(31)的侧壁上伸出有与所述水平滑动槽(312)相配的滑动块(311),数个水平滑动槽(312)之间垂直开设有和所述滑动块(311)相配的竖直滑动槽(313)。
3.根据权利要求2所述的一种多规格适配钢丝挡圈安装工件,其特征在于:所述第二压制部(32)内的滑动空腔的结构和所述第一压制部(31)内滑动空腔的结构相同。
4.根据权利要求3所述的一种多规格适配钢丝挡圈安装工件,其特征在于:所述第三压制部(33)朝向所述安装螺母(1)方向的表面积小于所述第二压制部(32)朝向所述安装螺母(1)方向的表面积,所述第二压制部(32)朝向所述安装螺母(1)方向的表面积小于所述第一压制部(31)朝向所述安装螺母(1)方向的表面积。
5.根据权利要求1所述的一种多规格适配钢丝挡圈安装工件,其特征在于:所述配合杆(5)的一端朝向所述钢圈定位套(2)的方向固定连接有定位杆(21),所述定位杆(21)在所述钢圈定位套(2)侧壁滑动连接。
6.根据权利要求5所述的一种多规格适配钢丝挡圈安装工件,其特征在于:所述定位杆(21)的前端开设有缓冲口,所述缓冲口内滑动连接有收缩块(22)。
7.根据权利要求6所述的一种多规格适配钢丝挡圈安装工件,其特征在于:所述收缩块(22)和所述缓冲口底端之间连接有弹性件(23)。
技术总结
本技术涉及一种多规格适配钢丝挡圈安装工件,其具体结构为:包括安装螺母、钢圈定位套和工装压件,钢圈定位套螺纹连接在安装螺母的表面,钢圈定位套外侧设置有适配结构,适配结构包括一个直线模组和一个与直线模组连接的配合杆,配合杆伸入钢圈定位套内部空间,工装压件压在钢圈定位套上方,工装压件分为第一压制部、第二压制部和第三压制部,第一压制部和第二压制部内均形成滑动空腔,第二压制部在第一压制部的滑动空腔内滑动,第三压制部在第二压制部的滑动空腔内滑动,通过设置多维度压制,来实现对不同种零件进行压制安装的效果。
技术研发人员:汤勇平,丁寿坤,殷钊
受保护的技术使用者:贝兰特金属制品(苏州)有限公司
技术研发日:20240104
技术公布日:2024/9/9
- 还没有人留言评论。精彩留言会获得点赞!