一种桥梁翼缘板矫正装置的制作方法
本技术涉及矫正装置领域,尤其涉及一种桥梁翼缘板矫正装置。
背景技术:
1、桥梁建造过程中需要使用到大量带翼缘板的钢结构,而钢结构在生产过程中翼缘板与腹板是通过焊接的,焊接后翼缘板与腹板之间的因受热变形,翼缘板相对腹板会出现外翻或内翻的情况,因此需要一种对翼缘板进行矫正的装置。
2、而现有的翼缘板矫正时,通常直接的对翼缘板进行辊压矫正,但是在辊压过程中,若翼缘板上残留废屑,则易造成滚压镶嵌在翼缘板上,以造成矫正后的凹陷,降低矫正后的品质。
3、为解决上述问题,本申请中提出一种桥梁翼缘板矫正装置。
技术实现思路
1、(一)实用新型目的
2、为解决背景技术中存在的技术问题,本实用新型提出一种桥梁翼缘板矫正装置,本实用新型通过设有输送清理机构,以对翼缘板进行输送,配合压紧机构的使用,矫正的同时进行吹风,增加成型后的品质。
3、(二)技术方案
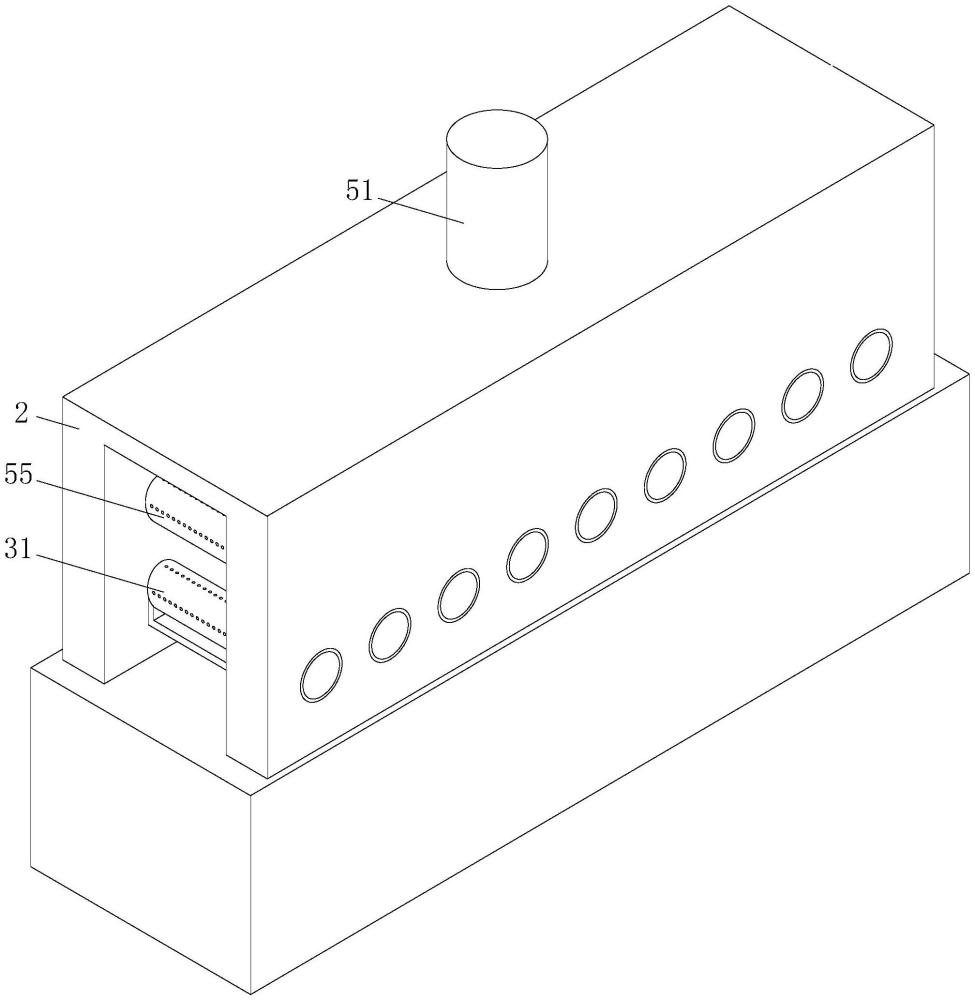
4、为解决上述问题,本实用新型提供了一种桥梁翼缘板矫正装置,包括支撑台,所述支撑台上固定安装有安装壳;
5、所述安装壳上设有用于对翼缘板进行支撑、输送及清理的输送清理机构;
6、所述安装壳上设有用于对翼缘板进行压紧的压紧机构,所述压紧机构用于对翼缘板进行滚压的同时除尘。
7、优选的,所述输送清理机构包括和驱动辊,所述驱动辊的内部为中空设置,所述驱动辊转动套接在安装壳上,所述安装壳上固定安装有用于驱动驱动辊旋转的驱动电机,所述驱动辊内固定安装有扇叶一,所述驱动辊的外周开设有排气孔。
8、优选的,所述驱动辊的内部固定安装有绞龙件。
9、优选的,所述压紧机构包括液压缸、连接板、安装框、绞龙和压辊,所述液压缸固定安装在安装壳上,所述液压缸驱动杆与连接板固定连接,所述安装框固定安装在连接板上,所述压辊的内部开设有通道,所述绞龙固定安装在压辊的内部,并通过转轴与安装框转动连接,所述压辊的外周开设有排气孔。
10、优选的,所述压辊的内部固定安装有扇叶二。
11、优选的,所述安装壳内部两侧均固定安装有安装板,所述安装板的一侧通过转轴转动连接有限位辊,所述安装板上位于限位辊处设有铲板。
12、本实用新型的上述技术方案具有如下有益的技术效果:
13、将翼缘板放置在驱动辊上,启动液压缸带动压辊朝向翼缘板移动,启动驱动电机,驱动电机带动驱动辊旋转,驱动辊的旋转带动扇叶一对外部空气进行抽取,抽取的空气进入至驱动辊的内部,空气起到了对驱动辊不断摩擦产生的热量进行带走,并排出吹向翼缘板,对翼缘板加热的同时进行清理,翼缘板温度上升则更加利于对其进行矫正,同时对废屑进行清理,增加矫正后的品质。
技术特征:
1.一种桥梁翼缘板矫正装置,包括支撑台(1),其特征在于:所述支撑台(1)上固定安装有安装壳(2);
2.根据权利要求1所述的一种桥梁翼缘板矫正装置,其特征在于,所述输送清理机构(3)包括和驱动辊(31),所述驱动辊(31)的内部为中空设置,所述驱动辊(31)转动套接在安装壳(2)上,所述安装壳(2)上固定安装有用于驱动驱动辊(31)旋转的驱动电机(32),所述驱动辊(31)内固定安装有扇叶一(33),所述驱动辊(31)的外周开设有排气孔。
3.根据权利要求2所述的一种桥梁翼缘板矫正装置,其特征在于,所述驱动辊(31)的内部固定安装有绞龙件。
4.根据权利要求3所述的一种桥梁翼缘板矫正装置,其特征在于,所述压紧机构(5)包括液压缸(51)、连接板(52)、安装框(53)、绞龙(54)和压辊(55),所述液压缸(51)固定安装在安装壳(2)上,所述液压缸(51)驱动杆与连接板(52)固定连接,所述安装框(53)固定安装在连接板(52)上,所述压辊(55)的内部开设有通道,所述绞龙(54)固定安装在压辊(55)的内部,并通过转轴与安装框(53)转动连接,所述压辊(55)的外周开设有排气孔。
5.根据权利要求4所述的一种桥梁翼缘板矫正装置,其特征在于,所述压辊(55)的内部固定安装有扇叶二(56)。
6.根据权利要求1-5任一所述的一种桥梁翼缘板矫正装置,其特征在于,所述安装壳(2)内部两侧均固定安装有安装板(6),所述安装板(6)的一侧通过转轴转动连接有限位辊(7),所述安装板(6)上位于限位辊(7)处设有铲板(8)。
技术总结
本技术涉及矫正装置技术领域,且公开了一种桥梁翼缘板矫正装置,包括支撑台,所述支撑台上固定安装有安装壳;所述安装壳上设有用于对翼缘板进行支撑、输送及清理的输送清理机构;所述安装壳上设有用于对翼缘板进行压紧的压紧机构,所述压紧机构用于对翼缘板进行滚压的同时除尘。本技术提出一种桥梁翼缘板矫正装置,本技术通过设有输送清理机构,以对翼缘板进行输送,配合压紧机构的使用,矫正的同时进行吹风,增加成型后的品质。
技术研发人员:管奇龙,许绪纯,赵井栋,刘伟,刘红梅,孙炀
受保护的技术使用者:南通弘业重工有限公司
技术研发日:20240109
技术公布日:2024/12/19
- 还没有人留言评论。精彩留言会获得点赞!