一种激光和火焰复合头的制作方法
本技术涉及激光切割领域,较为具体的,涉及到一种激光和火焰复合头。
背景技术:
1、目前,工业领域应用最广泛的金属热切割方法主要有火焰切割、等离子切割和激光切割三种切割方法。火焰切割方法切割大厚度碳钢切割能力比较好,其切割费用也比较低,可广泛适用于碳钢、大厚度板材的切割上,但是火焰切割方法的热影响区较宽,切割变形量大,影响切割精度,火焰切割厚板时,只能切割低碳钢和低合金钢,上边易融塌,下边易形成挂渣,而且启动切割需要预热过程,越厚的钢板预热时间越长,切割速度较低,造成切割总体效率低。
2、激光切割方法切缝窄、切割质量好,能够实现高精度切割;切割速度快,穿孔时间短,无需预热启动切割过程;切割材料范围广,可以切割金属、非金属等,可以加工任何硬度的材料,甚至可以切割透明玻璃等等。但是激光切割方法存在一次性设备投入费用高、使用与维护费用、耗能高,最关键的一点是激光切割方法目前仅适用于30mm以下中、薄板的切割领域,适用范围窄,无法在厚板领域展开推广应用。
3、公告号为cn103894745b的发明专利公开了一种激光-火焰复合切割装置,采用激光和火焰两种热源作为切割热源,将两种热源共同作用到同一切割区域,与现有的激光切割方法相比,适用于20mm以上中、厚钢板的热切割领域,切割同等板厚所需激光功率小、大幅降低了设备的运营成本;与火焰切割方法相比,切割速度快、变形量小、不需预热直接启动切割装置。
4、上述装置虽将激光与火焰切割结合提高效率降低陈本,但该装置缺少对可燃混合气体的保护措施,切割头内部气压为正,外部气压为零,易导致切割产生的灰尘进入切割头内部或火焰割嘴内部。
技术实现思路
1、有鉴于此,为了解决现有的切割装置缺少对可燃混合气体的保护措施、切割头内外部气压差易导致切割产生的灰尘进入切割头内部或火焰割嘴内部的问题,本实用新型提出一种激光和火焰复合头,将激光切割和火焰切割合二为一,包括激光切割头主体1、锁紧环2、火焰复合模组4,所述火焰复合模组4包括火焰切割气体入口座5、分流管6、流道管7、保护器入口保护气管8,火焰复合模组4通过锁紧环2与激光切割头的陶瓷体3连接,当激光切割头工作时,激光通过激光切割头内部到达出口位置,此时通过火焰切割气体入口座5的火焰切割器入口通入火焰切割器,切割器经过分流管6和流道管7和激光复合,在激光的引燃作用下,火焰切割气燃烧,从而达到激光和火焰复合切割的效果。
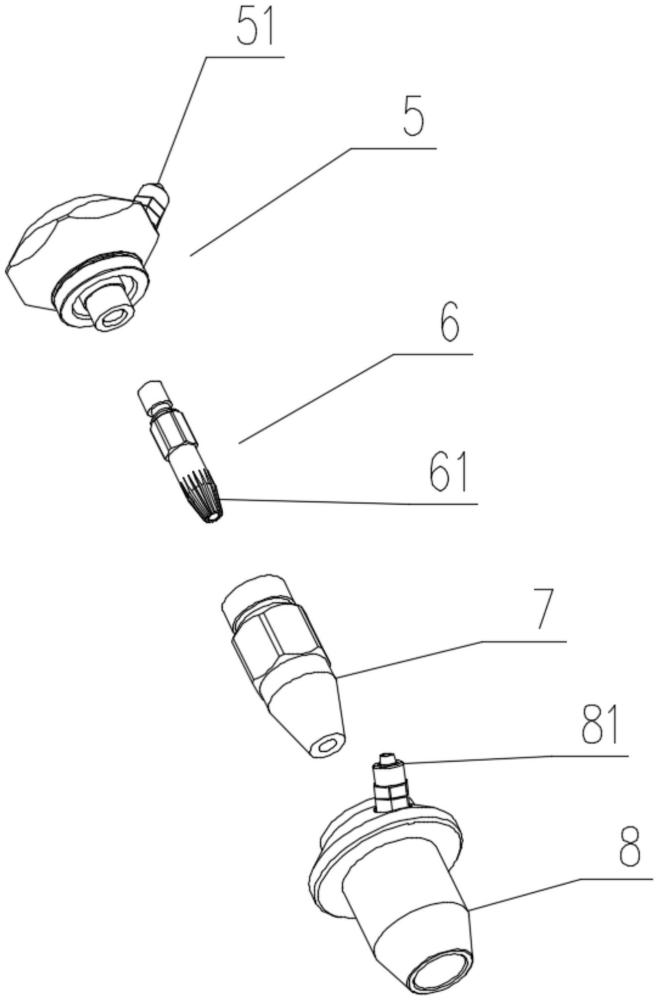
2、一种激光和火焰复合头,包括激光切割头主体1、锁紧环2、火焰复合模组4,所述火焰复合模组4通过锁紧环2与激光切割头主体1下方的陶瓷体3连接,其特征在于:所述火焰复合模组4包括火焰切割气体入口座5、分流管6、流道管7、保护气管8,所述分流管6、流道管7、保护气管8内部中空且从内至外依次套接,所述分流管6、流道管7、保护气管8的中心点位于同一直线上,所述保护气管8上部侧边设有保护气入口81,所述保护气向保护气管8内冲入用于防止灰尘进入切割头内部或火焰割嘴内部,平衡内外压差。
3、进一步的,所述保护气可以为氮气或空气中的一种高压气体。
4、在一些实施例中,所述高压气体压力为10kg。
5、进一步的,所述分流管6顶部与火焰切割气体入口座5底部通过螺纹连接,所述分流管6下部一圈设有栅格状开槽61,所述分流管6内部通过激光后经过栅格状开槽61分流,进入流道管7。
6、进一步的,所述分流管6外套接流道管7,所述流道管7顶部与火焰切割气体入口座5底部通过螺纹连接,所述流道管7与分流管6底部位于同一平面,所述流道管7将分流后的激光与火焰切割气体融合。
7、进一步的,所述流道管7外套接有保护气管8,所述保护气管8顶部与火焰切割气体入口座5底部通过螺纹连接,所述保护气管8底部低于流道管7底部。
8、进一步的,所述保护气管8与流道管7之间设有保护气腔室82,使得保护气从保护气入口81向下冲入保护气腔室82,对冲切割时向上产生的气压,同时防止切割产生的灰尘向上进入切割头内部或火焰割嘴内部。
9、进一步的,所述火焰切割气体入口座5上部侧边设有火焰切割气体入口51,所述分流管6与流道管7之间设有火焰流道52,通过火焰切割气体入口51通入火焰切割气体,通过所述分流管6将激光分流,所述火焰切割气体与分流后的激光在火焰流道52内融合,进入保护气管8。
10、进一步的,所述火焰切割气体为乙炔或丙烷中的一种。
11、本实用新型的有益效果是:一种激光和火焰复合头,将激光切割和火焰切割合二为一,包括激光切割头主体1、锁紧环2、火焰复合模组4,所述火焰复合模组4通过锁紧环2与激光切割头主体1下方的陶瓷体3连接,所述火焰复合模组4包括火焰切割气体入口座5、分流管6、流道管7、保护气管8,所述分流管6、流道管7、保护气管8内部中空且从内至外依次套接,所述分流管6、流道管7、保护气管8的中心点位于同一直线上,所述保护气管8上部侧边设有保护气入口81,所述保护气向保护气管8内冲入用于防止灰尘进入切割头内部或火焰割嘴内部,当激光切割头工作时,激光通过激光切割头内部到达出口位置,此时通过火焰切割气体入口座5的火焰切割器入口通入火焰切割器,切割器经过分流管6和流道管7和激光复合,在激光的引燃作用下,火焰切割气燃烧,从而达到激光和火焰复合切割的效果,通过通入保护气利用高压气体向下冲,防止切割产生的灰尘向上返入切割头内部或火焰割嘴内部。
技术特征:
1.一种激光和火焰复合头,包括激光切割头主体(1)、锁紧环(2)、火焰复合模组(4),所述火焰复合模组(4)通过锁紧环(2)与激光切割头主体(1)下方的陶瓷体(3)连接,其特征在于:所述火焰复合模组(4)包括火焰切割气体入口座(5)、分流管(6)、流道管(7)、保护气管(8),所述分流管(6)、流道管(7)、保护气管(8)内部中空且从内至外依次套接,所述分流管(6)、流道管(7)、保护气管(8)的中心点位于同一直线上,所述保护气管(8)上部侧边设有保护气入口(81),所述保护气向保护气管(8)内冲入用于防止灰尘进入切割头内部或火焰割嘴内部。
2.如权利要求1所述的激光和火焰复合头,其特征在于:所述保护气可以为氮气或空气中的一种高压气体。
3.如权利要求1所述的激光和火焰复合头,其特征在于:所述分流管(6)顶部与火焰切割气体入口座(5)底部通过螺纹连接,所述分流管(6)下部一圈设有栅格状开槽(61),所述分流管(6)内部通过激光后经过栅格状开槽(61)分流,进入流道管(7)。
4.如权利要求1所述的激光和火焰复合头,其特征在于:所述分流管(6)外套接流道管(7),所述流道管(7)顶部与火焰切割气体入口座(5)底部通过螺纹连接,所述流道管(7)与分流管(6)底部位于同一平面,所述流道管(7)将分流后的激光与火焰切割气体融合。
5.如权利要求1所述的激光和火焰复合头,其特征在于:所述流道管(7)外套接有保护气管(8),所述保护气管(8)顶部与火焰切割气体入口座(5)底部通过螺纹连接,所述保护气管(8)底部低于流道管(7)底部。
6.如权利要求1所述的激光和火焰复合头,其特征在于:所述保护气管(8)与流道管(7)之间设有保护气腔室(82),使得保护气从保护气入口(81)向下冲入保护气腔室(82),对冲切割时向上产生的气压,同时防止切割产生的灰尘向上进入切割头内部或火焰割嘴内部。
7.如权利要求1所述的激光和火焰复合头,其特征在于:所述火焰切割气体入口座(5)上部侧边设有火焰切割气体入口(51),所述分流管(6)与流道管(7)之间设有火焰流道(52),通过火焰切割气体入口(51)通入火焰切割气体,通过所述分流管(6)将激光分流,所述火焰切割气体与分流后的激光在火焰流道(52)内融合,进入保护气管(8)。
8.如权利要求4所述的激光和火焰复合头,其特征在于:所述火焰切割气体为乙炔或丙烷中的一种。
技术总结
本技术提出一种激光和火焰复合头,包括激光切割头主体、锁紧环、火焰复合模组,所述火焰复合模组通过锁紧环与激光切割头主体下方的陶瓷体连接,所述火焰复合模组包括火焰切割气体入口座、分流管、流道管、保护气管,所述分流管、流道管、保护气管内部中空且从内至外依次套接,所述分流管、流道管、保护气管的中心点位于同一直线上,所述保护气管上部侧边设有保护气入口,所述保护气向保护气管内冲入用于防止灰尘进入切割头内部或火焰割嘴内部。
技术研发人员:程伟
受保护的技术使用者:苏州钋镭自动化科技有限公司
技术研发日:20240111
技术公布日:2024/8/15
- 还没有人留言评论。精彩留言会获得点赞!