一种带钢多通道卷取系统的制作方法
本技术涉及冶金设备领域,具体为一种带钢多通道卷取系统。
背景技术:
1、冷轧生产工序机组尾部带钢生产时,一种情况是,带钢会通过卷取机生产正常大卷,或根据合同需求生产小卷(大卷卷径通常大于1200mm,小卷卷径通常小于1200mm)。目前的常规生产模式大卷、小卷都在同样的卷取机上卷取,当出口仅有一台卷取机时,需要大卷从卷筒上卸卷完成后,才能生产小卷,或者小卷卸卷完成后,才能生产大卷,相互等待占用机组生产时间长,对产能造成影响。配置两种同样的卷取机分别生产大卷和小卷,又会造成投资的浪费。另外一种情况是,当带钢头尾存在缺陷时,会通过布置在机组尾部的出口剪分切成多张废板,多次分切时间长,同样影响生产节奏,降低产能。
2、因此,有必要对现有技术进行改进。
技术实现思路
1、本实用新型的目的在于,针对现有技术的不足,提供一种带钢多通道卷取系统,旨在提高生产效率。
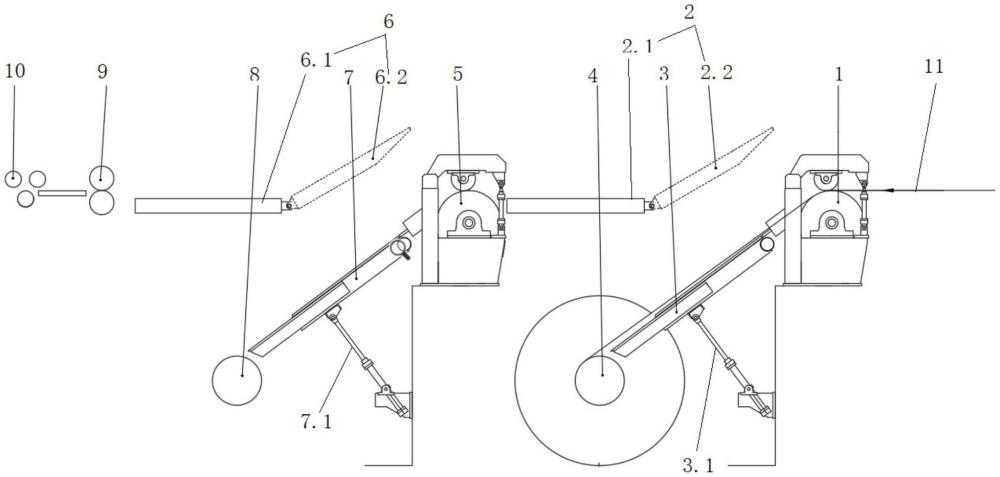
2、本实用新型采用的技术方案为:一种带钢多通道卷取系统,包括沿同一生产线依次布置的第一转向夹送辊、第一导板、第二转向夹送辊、第二导板和第三卷取机;所述第一导板的前端位于第一转向夹送辊的出口处,所述第一导板的前端绕后端向上翻转;所述第一导板的下方设有第一卷取机和第一带钢导向机构;所述第二导板的前端位于第二转向夹送辊的出口处,所述第二导板的前端绕后端向上翻转;所述第二导板的下方设置有第二卷取机和第二带钢导向机构。
3、按上述方案,所述第一导板包括第一固定段和第一活动段,所述第一固定段水平布置,且高度与第一转向夹送辊的出口高度一致;所述第一固定段的前端与第一活动段的后端通过销轴铰接。
4、按上述方案,所述第二导板包括第二固定段和第二活动段,所述第二固定段水平布置,且高度与第二转向夹送辊的出口高度一致;所述第二固定段的前端与第二活动段的后端通过销轴铰接。
5、按上述方案,所述第一带钢导向机构包括第一穿带导板和第一支撑杆,穿带导板倾斜设置,且下侧由第一支撑杆支撑,第一支撑杆安装在机架上;所述第一穿带导板的上端位于第一转向夹送辊的出口下方;所述第一穿带导板的下端位于第一卷取机的入口上方。
6、按上述方案,所述第二带钢导向机构包括第二穿带导板和第二支撑杆,穿带导板倾斜设置,且下侧由第二支撑杆支撑,第二支撑杆安装在机架上;所述第二穿带导板的上端位于第一转向夹送辊的出口下方;所述第二穿带导板的下端位于第二卷取机的入口上方。
7、按上述方案,在第二转向夹送辊与第二导板之间的生产线上布置废卷夹送辊。
8、按上述方案,所述第三卷取机为无芯卷取机。
9、本实用新型的有益效果为:本实用新型设计两个端部可活动的导板,通过导板活动端的状态改变带钢路径,可实现带钢的大卷、小卷和废卷生产,一个系统即可实现多种生产模式,投资成本低产出高,且各生产模式之间相互等待及占用机组时间短,如无需等待大卷(或小卷)从卷筒上卸卷就能生产小卷(或大卷),提高了生产效率;并且,当带钢头尾存在缺陷时,无需分切,可直接通过本实用新型卷取成废卷,不影响生产节奏。本实用新型结构简单,配置合理。
技术特征:
1.一种带钢多通道卷取系统,其特征在于,包括沿同一生产线依次布置的第一转向夹送辊、第一导板、第二转向夹送辊、第二导板和第三卷取机;所述第一导板的前端位于第一转向夹送辊的出口处,所述第一导板的前端绕后端向上翻转;所述第一导板的下方设有第一卷取机和第一带钢导向机构;所述第二导板的前端位于第二转向夹送辊的出口处,所述第二导板的前端绕后端向上翻转;所述第二导板的下方设置有第二卷取机和第二带钢导向机构。
2.如权利要求1所述的带钢多通道卷取系统,其特征在于,所述第一导板包括第一固定段和第一活动段,所述第一固定段水平布置,且高度与第一转向夹送辊的出口高度一致;所述第一固定段的前端与第一活动段的后端通过销轴铰接。
3.如权利要求1所述的带钢多通道卷取系统,其特征在于,所述第二导板包括第二固定段和第二活动段,所述第二固定段水平布置,且高度与第二转向夹送辊的出口高度一致;所述第二固定段的前端与第二活动段的后端通过销轴铰接。
4.如权利要求1所述的带钢多通道卷取系统,其特征在于,所述第一带钢导向机构包括第一穿带导板和第一支撑杆,穿带导板倾斜设置,且下侧由第一支撑杆支撑,第一支撑杆安装在机架上;所述第一穿带导板的上端位于第一转向夹送辊的出口下方;所述第一穿带导板的下端位于第一卷取机的入口上方。
5.如权利要求1所述的带钢多通道卷取系统,其特征在于,所述第二带钢导向机构包括第二穿带导板和第二支撑杆,穿带导板倾斜设置,且下侧由第二支撑杆支撑,第二支撑杆安装在机架上;所述第二穿带导板的上端位于第一转向夹送辊的出口下方;所述第二穿带导板的下端位于第二卷取机的入口上方。
6.如权利要求1所述的带钢多通道卷取系统,其特征在于,在第二转向夹送辊与第二导板之间的生产线上布置废卷夹送辊。
7.如权利要求1所述的带钢多通道卷取系统,其特征在于,所述第三卷取机为无芯卷取机。
技术总结
本技术公开了一种带钢多通道卷取系统,包括沿同一生产线依次布置的第一转向夹送辊、第一导板、第二转向夹送辊、第二导板和第三卷取机;所述第一导板的前端位于第一转向夹送辊的出口处,所述第一导板的前端绕后端向上翻转;所述第一导板的下方设有第一卷取机和第一带钢导向机构;所述第二导板的前端位于第二转向夹送辊的出口处,所述第二导板的前端绕后端向上翻转;所述第二导板的下方设置有第二卷取机和第二带钢导向机构。本技术的有益效果为:本技术设计两个端部可活动的导板,通过导板活动端的状态改变带钢路径,可实现带钢的大卷、小卷和废卷生产,投资成本低产出高,且各生产模式之间相互等待及占用机组时间短,提高了生产效率。
技术研发人员:谢仕鸿,张洋冰,李志强,张强,钱丰,王慧知,陈志源
受保护的技术使用者:中冶南方工程技术有限公司
技术研发日:20240111
技术公布日:2024/11/28
- 还没有人留言评论。精彩留言会获得点赞!