一种中心轮自动装配机构的制作方法
本申请涉及锁芯生产加工,尤其是涉及一种中心轮自动装配机构。
背景技术:
1、锁具广泛应用于人们的日常生活中,随着人们对锁具的安全保密性能要求的不断提高,企业在插芯式锁芯的制造装配方面也相应地提出了更高的要求;锁芯作为控制锁开启的主要零件,是锁具的心脏,是跟钥匙配套能够转动并带动锁栓运动的核心部分。
2、现有的锁芯如图1所示,通常包括锁壳a、锁胆b、拨轮c、中心轮d和卡簧e;在锁芯的制作过程中,首先需要将中心轮d以及两个锁胆b分别从锁壳a的外侧插入,并将拨轮c放于锁壳a的中间缺口中,使两个锁胆b插入拨轮c上,中心轮d贯穿于拨轮c内可以带动拨轮c转动,然后需要在拨轮c的两端装配卡簧e以限制锁胆b的轴向移动;中心轮d的周面上一体成型有限位部d1,两限位部d1对称布置于中心轮d上。
3、在上述装配过程中,中心轮d的装配尤为麻烦,目前仍采用人工装配,用手直接将中心轮d贯穿于拨轮c并放于锁壳a的中间缺口处,费时费力,装配效率很低,从而影响锁芯的质量。
技术实现思路
1、本申请提供一种中心轮自动装配机构,具有提高其自动化程度高、装配效率高以及装配质量好的效果。
2、本申请提供的一种中心轮自动装配机构采用如下的技术方案:
3、一种中心轮自动装配机构,包括基座以及用于固定锁芯并使中心轮装配至锁芯上的锁芯组装夹具,还包括上料导管、用于中心轮自动供料的供料组件、安装于基座上用于驱动上料导管朝锁芯组装夹具方向往复运动的驱动组件以及用于将供料组件上的中心轮转运至上料导管内的转运组件;在所述上料导管内开设有供中心轮定向传送的定向槽口,在所述基座上安装有用于将定向槽口内的中心轮装配至锁芯组装夹具内锁芯上的推料装配组件。
4、优选的,所述转运组件包括安装于基座上的转运气缸和安装于转运气缸活塞杆上的转运座;在所述转运座上开设有用于传送中心轮的转运孔,所述转运气缸驱动所述转运座往复作用于供料组件与上料导管之间,使转运孔与供料组件出料端相通或与定向槽口相通。
5、优选的,所述推料装配组件安装于基座上的推料气缸以及安装于推料气缸活塞杆上的装配顶杆,所述推料气缸驱动所述装配顶杆朝锁芯组装夹具方向运动并往复穿设于定向槽口内。
6、优选的,所述驱动组件包括安装于基座上的驱动气缸以及安装于驱动气缸活塞杆上的连接板,所述上料导管安装于所述连接板上;所述驱动气缸驱动连接板定向滑动于所述基座上。
7、优选的,在所述上料导管的导管壁上安装有感应器。
8、优选的,所述供料组件包括振动盘、连接于振动盘出料端的传送导轨以及安装于基座上的出料座,在所述出料座上开设有出料孔,所述传送导轨由四根矩形状布置的钢丝组成,所述传送导轨的出料端与所述出料孔的一端口连接,所述转运组件往复作用于上料导管与出料孔的另一端口之间。
9、优选的,所述定向槽口为十字槽。
10、综上所述,本申请包括以下至少一种有益技术效果:
11、通过将中心轮放置于供料组件内,实现中心轮依次首尾排列于出料座上;再通过转运组件往复作用于供料组件与上料导管之间,实现将出料座内的中心轮单个依次转运至上料导管内;随后,驱动组件驱动上料导管朝锁芯组装夹具方向移动,并使定向槽口位于锁芯组装夹具内的锁芯上,最后通过推料装配组件朝锁芯组装夹具方向运动并穿设于定向槽口内,将中心轮装配至锁芯组装夹具的锁芯上,完成中心轮装配的工序,具有提高其自动化程度高、装配效率高以及装配质量好的效果;
12、通过转运组件往复作用于供料组件与上料导管之间,实现将出料座内的中心轮单个依次转运至上料导管内的作用;
13、推料气缸驱动装配顶杆朝锁芯组装夹具方向运动并往复穿设于定向槽口内,实现将中心轮装配至锁芯组装夹具的锁芯上;
14、通过将定向槽口设置为十字槽,使中心轮两侧的限位部定向滑动于十字槽内,实现对中心轮定位装配,提高中心轮精准装配至锁芯上的作用。
技术特征:
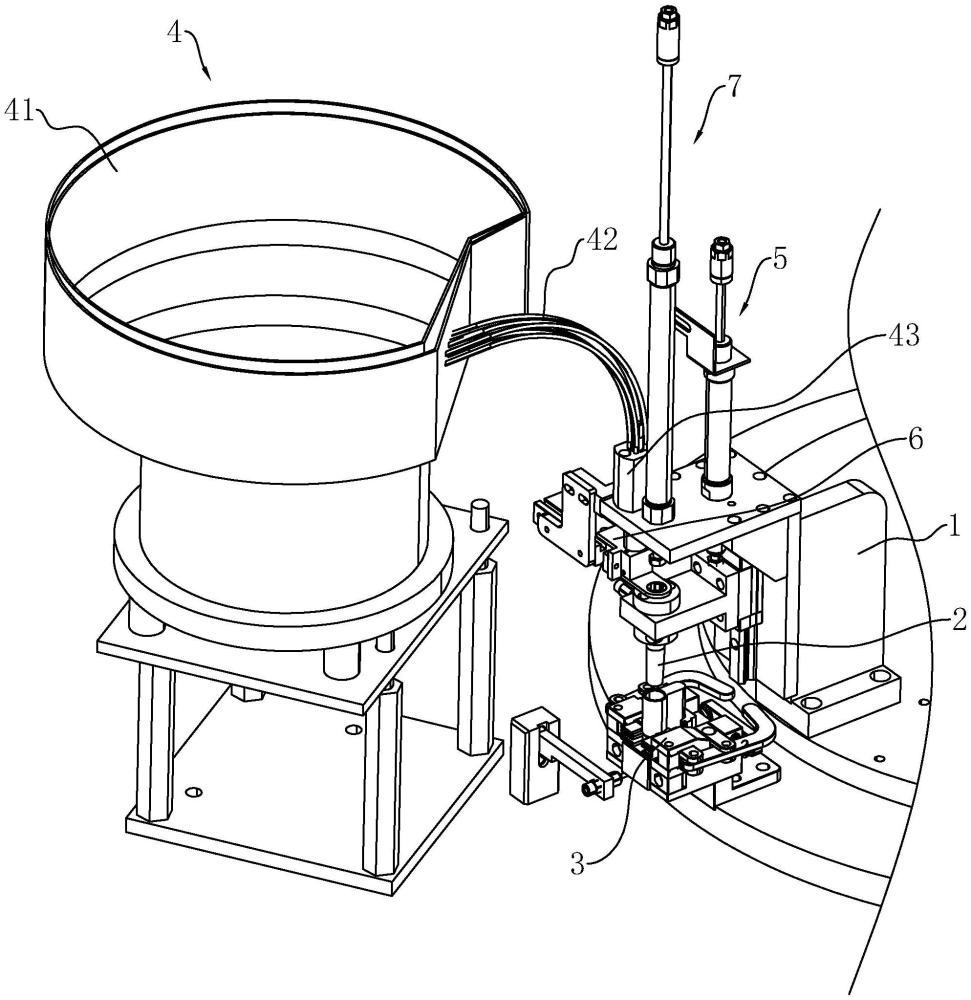
1.一种中心轮自动装配机构,包括基座(1)以及用于固定锁芯并使中心轮装配至锁芯上的锁芯组装夹具(3),其特征在于:还包括上料导管(2)、用于中心轮自动供料的供料组件(4)、安装于基座(1)上用于驱动上料导管(2)朝锁芯组装夹具(3)方向往复运动的驱动组件(5)以及用于将供料组件(4)上的中心轮转运至上料导管(2)内的转运组件(6);在所述上料导管(2)内开设有供中心轮定向传送的定向槽口(21),在所述基座(1)上安装有用于将定向槽口(21)内的中心轮装配至锁芯组装夹具(3)内锁芯上的推料装配组件(7)。
2.根据权利要求1所述的中心轮自动装配机构,其特征在于:所述转运组件(6)包括安装于基座(1)上的转运气缸(61)和安装于转运气缸(61)活塞杆上的转运座(62);在所述转运座(62)上开设有用于传送中心轮的转运孔(621),所述转运气缸(61)驱动所述转运座(62)往复作用于供料组件(4)与上料导管(2)之间,使转运孔(621)与供料组件(4)出料端相通或与定向槽口(21)相通。
3.根据权利要求1所述的中心轮自动装配机构,其特征在于:所述推料装配组件(7)安装于基座(1)上的推料气缸(71)以及安装于推料气缸(71)活塞杆上的装配顶杆(72),所述推料气缸(71)驱动所述装配顶杆(72)朝锁芯组装夹具(3)方向运动并往复穿设于定向槽口(21)内。
4.根据权利要求1所述的中心轮自动装配机构,其特征在于:所述驱动组件(5)包括安装于基座(1)上的驱动气缸(51)以及安装于驱动气缸(51)活塞杆上的连接板(52),所述上料导管(2)安装于所述连接板(52)上;所述驱动气缸(51)驱动连接板(52)定向滑动于所述基座(1)上。
5.根据权利要求1所述的中心轮自动装配机构,其特征在于:在所述上料导管(2)的导管壁上安装有感应器(22)。
6.根据权利要求1所述的中心轮自动装配机构,其特征在于:所述供料组件(4)包括振动盘(41)、连接于振动盘(41)出料端的传送导轨(42)以及安装于基座(1)上的出料座(43),在所述出料座(43)上开设有出料孔(431),所述传送导轨(42)由四根矩形状布置的钢丝组成,所述传送导轨(42)的出料端与所述出料孔(431)的一端口连接,所述转运组件(6)往复作用于上料导管(2)与出料孔(431)的另一端口之间。
7.根据权利要求1所述的中心轮自动装配机构,其特征在于:所述定向槽口(21)为十字槽。
技术总结
本申请涉及一种中心轮自动装配机构,其包括基座、用于固定锁芯并使中心轮装配至锁芯上的锁芯组装夹具、上料导管、用于中心轮自动供料的供料组件、安装于基座上用于驱动上料导管朝锁芯组装夹具方向往复运动的驱动组件以及用于将供料组件上的中心轮转运至上料导管内的转运组件;在所述上料导管内开设有供中心轮定向传送的定向槽口,在所述基座上安装有用于将定向槽口内的中心轮装配至锁芯组装夹具内锁芯上的推料装配组件。本申请具有提高其自动化程度高、装配效率高以及装配质量好的效果。
技术研发人员:翁岳康,翁岳昆
受保护的技术使用者:浙江炬达机械有限公司
技术研发日:20240112
技术公布日:2024/12/10
- 还没有人留言评论。精彩留言会获得点赞!