一种用于脱模空间小的圆弧折弯机构的制作方法
本技术属于折弯设备,尤其涉及一种用于脱模空间小的圆弧折弯机构。
背景技术:
1、折弯机分为手动折弯机,液压折弯机和数控折弯机,手动折弯机又分为机械手动折弯机和电动手动折弯机,液压折弯机按同步方式又可分为:扭轴同步、机液同步,和电液同步,液压折弯机按运动方式又可分为:上动式、下动式;
2、现有的可参考公告号为cn106363055b的中国专利,其公开了一种折弯模具,包括:上模,包括上模座、固定板、两组横向主滑块、两组纵向侧滑块、驱动块;下模,包括下模座和固定于该下模座上的矩形折弯框,该矩形折弯框用于放置待折弯工件且矩形折弯框得内腔与所述矩形体适配。通过在上模设置可伸缩大小的矩形体与下模的矩形框配合,可以轻松实现四边折弯工件的折弯压模与脱模后取出成型工件,极大的提升了加工效率,并且还能保证折弯精度,该上述的实用新型专利,虽然通过在上模设置可伸缩大小的 矩形体与下模的矩形框配合,可以轻松实现四边折弯工件的折弯压模与脱模后取出成型工件,极大的提升了加工效率,并且还能保证折弯精度,但是不能对圆弧折弯脱模空间小的情况折弯进行解决,为此为了解决该问题,本发明人提出了一种用于脱模空间小的圆弧折弯机构。
技术实现思路
1、本实用新型的目的在于提供一种用于脱模空间小的圆弧折弯机构,旨在解决现有技术中的折弯设备技术问题。
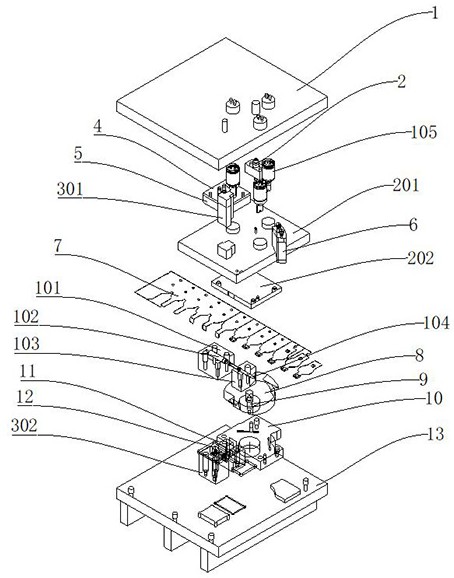
2、为实现上述目的,本实用新型实施例提供的一种用于脱模空间小的圆弧折弯机构,包括上模座、下模座、折弯组件以及复位组件,所述复位组件安装在所述上模座的内部,所述上模座安装在所述复位组件的上表面,所述折弯组件安装在所述下模座的内部;
3、可选地,所述折弯块的底部设置有脱模组件,所述脱模组件包括脱料板以及脱料板镶件,所述脱料板安装在所述折弯块的底部,所述脱料板镶件安装在所述脱料板底部,且连接。
4、可选地,所述复位组件包括上模氮气弹簧以及复位氮气弹簧块,所述上模氮气弹簧安装在所述上模座的底部,所述复位氮气弹簧块安装在所述脱料板镶件的底部,所述脱料板镶件的一端设置有料带,所述料带位于所述脱料板镶件与所述复位氮气弹簧块之间,所述复位氮气弹簧块与所述脱料板镶件连接。
5、可选地,所述复位组件包括复位氮气弹簧、复位销导向块以及复位销,所述复位氮气弹簧安装在所述复位氮气弹簧块的上表面,所述复位销安装在所述复位氮气弹簧的一端,所述复位销导向块安装在所述复位销的底部。
6、可选地,所述上模氮气弹簧的一端设置有第一等高套,所述第一等高套安装在所述上模氮气弹簧的一端,所述折弯块的一端设置有上夹板,所述上夹板的上表面设置有上垫板,所述上垫板与所述上夹板连接所述折弯块位于所述上夹板的一侧。
7、可选地,所述脱料板的上表面设置有驱动块,所述驱动块为半弧形状。
8、可选地,所述下模座的上表面设置有成形垫板,所述成形垫板安装在所述下模座的内部,所述成形垫板的一侧设置有成形限位块,所述成形限位块安装在所述成形垫板的一侧。
9、可选地,所述成形垫板的上表面设置有旋转成形块,所述旋转成形块安装在所述成形垫板的表面,所述旋转成形块的内部设置有第二等高套,所述第二等高套设置在所述旋转成形块的内部,所述成形限位块的一端设置有耐磨板,所述耐磨板位于所述成形限位块以及所述折弯靠块的一端,且连接。
10、本实用新型实施例提供的用于脱模空间小的圆弧折弯机构中的上述一个或多个技术方案至少具有如下技术效果之一:当需要对产品上工件进行折弯时,首先通过驱动块驱动旋转成型块围绕着第二等高套实现旋转的运动,使得料带上的产品实现折弯的效果,同时为了对折弯之后的产品部分位置的上折弯效果以及耐用性进行加强,可通过成型限位块、耐磨板以及折弯靠块对产品的耐用性进行提高了,同时也提高了生产效率。
技术特征:
1.一种用于脱模空间小的圆弧折弯机构,其特征在于:包括上模座、下模座、折弯组件以及复位组件,所述复位组件安装在所述上模座的内部,所述上模座安装在所述复位组件的上表面,所述折弯组件安装在所述下模座的内部;
2.根据权利要求1所述的用于脱模空间小的圆弧折弯机构,其特征在于:所述折弯块的底部设置有脱模组件,所述脱模组件包括脱料板以及脱料板镶件,所述脱料板安装在所述折弯块的底部,所述脱料板镶件安装在所述脱料板底部,且连接。
3.根据权利要求2所述的用于脱模空间小的圆弧折弯机构,其特征在于:所述复位组件包括上模氮气弹簧以及复位氮气弹簧块,所述上模氮气弹簧安装在所述上模座的底部,所述复位氮气弹簧块安装在所述脱料板镶件的底部,所述脱料板镶件的一端设置有料带,所述料带位于所述脱料板镶件与所述复位氮气弹簧块之间,所述复位氮气弹簧块与所述脱料板镶件连接。
4.根据权利要求3所述的用于脱模空间小的圆弧折弯机构,其特征在于:所述复位组件包括复位氮气弹簧、复位销导向块以及复位销,所述复位氮气弹簧安装在所述复位氮气弹簧块的上表面,所述复位销安装在所述复位氮气弹簧的一端,所述复位销导向块安装在所述复位销的底部。
5.根据权利要求4所述的用于脱模空间小的圆弧折弯机构,其特征在于:所述上模氮气弹簧的一端设置有第一等高套,所述第一等高套安装在所述上模氮气弹簧的一端,所述折弯块的一端设置有上夹板,所述上夹板的上表面设置有上垫板,所述上垫板与所述上夹板连接所述折弯块位于所述上夹板的一侧。
6.根据权利要求5所述的用于脱模空间小的圆弧折弯机构,其特征在于:所述脱料板的上表面设置有驱动块,所述驱动块为半弧形状。
7.根据权利要求1所述的用于脱模空间小的圆弧折弯机构,其特征在于:所述下模座的上表面设置有成形垫板,所述成形垫板安装在所述下模座的内部,所述成形垫板的一侧设置有成形限位块,所述成形限位块安装在所述成形垫板的一侧。
8.根据权利要求7所述的用于脱模空间小的圆弧折弯机构,其特征在于:所述成形垫板的上表面设置有旋转成形块,所述旋转成形块安装在所述成形垫板的表面,所述旋转成形块的内部设置有第二等高套,所述第二等高套设置在所述旋转成形块的内部,所述成形限位块的一端设置有耐磨板,所述耐磨板位于所述成形限位块以及所述折弯靠块的一端,且连接。
技术总结
本技术属于折弯设备技术领域,尤其涉及一种用于脱模空间小的圆弧折弯机构,包括上模座、下模座、折弯组件以及复位组件,复位组件安装在上模座的内部,上模座安装在复位组件的上表面,折弯组件安装在下模座的内部,折弯组件包括折弯块以及折弯靠块,折弯块安装在上模座的内部,折弯靠块安装在下模座的上表面,当需要对产品上工件进行折弯时,首先通过驱动块驱动旋转成型块围绕着第二等高套实现旋转的运动,使得料带上的产品实现折弯的效果,同时为了对折弯之后的产品部分位置的上折弯效果以及耐用性进行加强,可通过成型限位块、耐磨板以及折弯靠块对产品的耐用性进行提高了,同时也提高了生产效率。
技术研发人员:聂国顺,戴林武,刘永
受保护的技术使用者:广东天倬智能装备科技有限公司
技术研发日:20240115
技术公布日:2025/2/13
- 还没有人留言评论。精彩留言会获得点赞!