一种用于升降杆中铝环锁套的气动工装的制作方法
本技术属于机械加工工装,具体涉及一种加工中心加工升降杆中铝环锁套气动压紧式工装。
背景技术:
1、现有的升降杆中铝环锁套工装需由操作者手工装夹并进行控制锁紧,当操作者出现失误时,会出现工件变形的情况,因此,操作者的熟练度对产品的合格率存在较大影响。
2、同时,人工装夹时压板与工件贴合面需要人工进行压紧,工作效率低,夹紧力无法保障,压紧力过大时容易将工件压伤,压紧力过小时可能导致压紧力不足,工件加工时会晃动,无法保证工件的加工质量。
技术实现思路
1、本实用新型就是针对上述问题,提供一种使用方便,定位快速,能满足加工要求的用于升降杆中铝环锁套的气动工装。
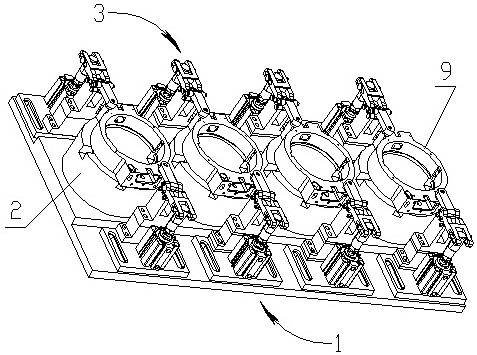
2、为解决上述技术问题,本实用新型一种用于升降杆中铝环锁套的气动工装,包括工作台,工作台上定位装有用于安放所述铝环锁套的芯轴,其特征在于:所述的工作台上由左至右间隔均布定位装有多个所述的芯轴,每个芯轴的前、后侧工作台上安装有由气缸驱动的四杆铰链机构,四杆铰链机构具有可压紧铝环锁套上端面的压臂,还包括有插接在芯轴上用于防止芯轴和铝环锁套产生相对转动的菱形销。
3、作为本实用新型的改进,所述的芯轴底部通过定位销定位装于所述的工作台上。
4、进一步地,所述的芯轴底部与所述的工作台之间还装有紧固螺钉。
5、作为本实用新型的进一步改进,所述压臂的底部还装有压块。
6、进一步地,所述的压块为尼龙压块。
7、本实用新型在使用时,铝环锁套上的止口套设在芯轴顶端的定位凸台上,铝环锁套上预先开设定位孔,铝环琐套上的定位孔套设在芯轴的菱形销上,防止铝环锁套与芯轴之间产生相对转动,再操控两侧的四杆铰链机构,压臂压紧在铝环锁套的上端面上,即可以方便、快速地将铝环锁套稳固地定位在芯轴上。本实用新型通过压臂、菱形销及所述的芯轴对铝环锁套压紧定位,定位方式可靠,定位精度提高,更好的保证产品质量;本实用新型中通过气缸带动铰链机构对工件进行压紧,当铰链机构闭合状态时达到自锁状态,压紧力可靠;本实用新型中气动工装有多个工位,一次装夹能加工多个工件,提高生产效率;本实用新型中通过更换所述的芯轴可对不同外形尺寸的工件进行加工,加工范围扩大;本实用新型中压块为尼龙压块,可避免压伤铝环锁套。
技术特征:
1.一种用于升降杆中铝环锁套的气动工装,包括工作台(1),工作台(1)上定位装有用于安放所述铝环锁套的芯轴(2),其特征在于:所述的工作台上由左至右间隔均布定位装有多个所述的芯轴(2),每个芯轴的前、后侧工作台上安装有由气缸(31)驱动的四杆铰链机构(3),四杆铰链机构具有可压紧铝环锁套上端面的压臂(32),还包括有插接在芯轴上用于防止芯轴和铝环锁套产生相对转动的菱形销(4)。
2.如权利要求1所述的用于升降杆中铝环锁套的气动工装,其特征在于:所述的芯轴(2)底部通过定位销(5)定位装于所述的工作台上。
3.如权利要求2所述的用于升降杆中铝环锁套的气动工装,其特征在于:所述的芯轴(2)底部与所述的工作台之间还装有紧固螺钉(6)。
4.如权利要求1所述的用于升降杆中铝环锁套的气动工装,其特征在于:所述压臂(32)的底部还装有压块(321)。
5.如权利要求4所述的用于升降杆中铝环锁套的气动工装,其特征在于:所述的压块为尼龙压块。
技术总结
本技术公开了一种用于升降杆中铝环锁套的气动工装,包括工作台,工作台上定位装有用于安放所述铝环锁套的芯轴,其特征在于:所述的工作台上由左至右间隔均布定位装有多个所述的芯轴,每个芯轴的前、后侧工作台上安装有由气缸驱动的四杆铰链机构,四杆铰链机构具有可压紧铝环锁套上端面的压臂,还包括有用于插接在芯轴和铝环锁套之间防止芯轴和铝环锁套产生相对转动的菱形销。本技术的用于升降杆中铝环锁套的气动工装使用方便,定位快速,能满足加工要求。
技术研发人员:齐福
受保护的技术使用者:铁岭长天机电有限责任公司
技术研发日:20240117
技术公布日:2024/8/20
- 还没有人留言评论。精彩留言会获得点赞!