一种管件与薄壁件焊接工装的制作方法
本技术涉及焊接设备,特别是一种管件与薄壁件焊接工装。
背景技术:
1、在管件与薄壁件通过焊接连接时:1、由于焊接部位位于薄壁件边缘处,焊接温度较高,极易产生焊接收缩变形或被焊接件焊接融化焊透等情况,从而无法满足焊接要求,最终影响产品使用性能;2、基于产品设计需求,薄壁件和管件焊接精度要求严格,焊接热量过于集中会造成热应力变形,影响零件精度;3、传统的手动焊接具有较强的灵活性,但人工操作容易手经验和环境等因素的影响,很难做到焊缝的一致性和稳定性。
2、为解决上述问题,提升管件与薄壁件焊接的精度与效果,授权公告日为2017-12-8、授权公告号为cn206717355u的中国实用新型专利公开了一种薄壁容器柔性整圆焊接工装,所述薄壁容器包括上筒节和下筒节,所述上筒节上设有一定位组,所述下筒节上设有一对定位组和一衬套,一对定位组上下设置,所述衬套连接在一对定位组的膨胀管内,所述衬套在环向上设有若干焊接孔,所述焊接孔位于一对定位组之间。
3、使用上述薄壁容器柔性整圆焊接工装时,虽然通过定位组的设置能起到一定的固定作用,但是在焊接过程中管件与薄壁件容易上下窜动,很难做到焊缝的一致性和稳定性,而且还存在焊接时热量较为集中导致的焊接收缩变形、被焊接件焊接融化焊透等问题。
技术实现思路
1、本实用新型提出了一种管件与薄壁件焊接工装,解决了现有技术中管件与薄壁件焊接时容易上下窜动的技术问题。
2、为了实现上述目的,本实用新型提供如下技术方案:
3、一种管件与薄壁件焊接工装,包括支撑在管件内部的连接单元、支撑在薄壁件内部的塞块单元,当所述塞块单元与所述连接单元连接时,所述管件的待焊接部与所述薄壁件的待焊接部贴合。通过设置置于管件内的连接单元,连接置于薄壁件内的塞块单元,在进行管接口和薄壁件的焊接时,对其起到支撑作用,保证一致性和稳定性。
4、进一步地,所述塞块单元开设有连接槽,所述连接槽与所述连接单元的下端卡接。通过连接槽与连接单元的下端卡接,可以确保连接单元和塞块单元之间的牢固连接。连接槽的设计使得连接单元与塞块单元的连接更加稳定,能够承受焊接过程中的力和振动,减少焊接过程中的位移和变形。
5、进一步地,所述连接单元的下端为阶梯式的第一凸块,所述连接槽为阶梯式的倒锥形的第一凹槽。确保管件与薄壁件在焊接过程中的正确对位和贴合。通过连接单元的阶梯式第一凸块和塞块单元的阶梯式倒锥形第一凹槽的设计,可以实现管件和薄壁件之间的精确定位和对齐。当连接单元和塞块单元连接时,倒锥形的第一凹槽与第一凸块相互嵌入,确保了管件的待焊接部与薄壁件的待焊接部的紧密接触。
6、进一步地,所述第一凸块中心连接有螺纹柱,所述凹槽中心设有与所述螺纹柱螺纹配合的螺孔。通过螺纹柱和螺孔的配合,可以根据需要调整连接单元和塞块单元之间的紧固程度,从而确保管件和薄壁件的贴合度。通过旋转螺纹柱,可以方便地实现工装的组装和拆卸,提高操作的便捷性和效率。
7、进一步地,所述连接单元的上端连接有旋钮,所述旋钮通过贯穿连接单元的连接杆与所述螺纹柱连接。方便快速地调节连接单元与塞块单元之间的紧固程度。通过旋钮的操作,可以轻松地加紧或松开连接单元和塞块单元,从而实现对管件和薄壁件的贴合程度的调整。这种可调节性能够适应不同规格和尺寸的管件和薄壁件焊接需求,提高工装的灵活性和适用性。
8、进一步地,所述塞块单元上端连接有第二凸块,所述连接单元下端开设有与所述方块卡接的第二凹槽。所述第二凸块可为三个,呈三角分布,所述第二凹槽也为三个对应分布,三点定位更加稳固可靠,提升焊接过程中的一致性。
9、进一步地,所述塞块单元与连接单元连接面均设置有磁吸单元。在卡接的同时,快速的定位,起到辅助拆装的作用。
10、进一步地,所述薄壁件外部设有与所述塞块单元连接的压接单元,所述压接单元与所述塞块单元通过限位钉连接。压接单元与塞块单元的连接,通过限位钉的固定,确保在焊接过程中薄壁件与塞块单元的相对位置保持稳定,避免移动或位移,从而确保焊接的准确性和一致性。这样可以提高焊接的质量,并且减少焊接过程中的误差和缺陷。
11、进一步地,所述连接单元与所述塞块单元之间设有环形槽,所述塞块单元设有贯通环形槽的气道。双通道气道通入流动气体对被焊接部位降温,从而有效降低热变形影响,以防止过热。
12、进一步地,所述连接单元上端设置有阻挡管件上滑的阻挡件。阻挡件的设置防止管件在焊接过程中上滑,确保焊接的稳定性和准确性。
13、本实用新型的有益效果是:
14、本实用新型通过设置置于管件内的连接单元,连接置于薄壁件内的塞块单元,在进行管接口和薄壁件的焊接时,对其起到支撑作用,保证一致性和稳定性,同时借助压接单元防止薄壁件热应力变形,气道通入保护气体对焊缝进行保护同时迅速冷却被焊接部位,从而有效降低热变形影响,以防止过热。
技术特征:
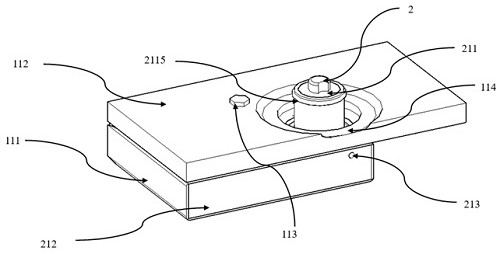
1.一种管件与薄壁件焊接工装,其特征在于:包括支撑在管件(1)内部的连接单元(211)、支撑在薄壁件(111)内部的塞块单元(212),当所述塞块单元(212)与所述连接单元(211)连接时,所述管件(1)的待焊接部与所述薄壁件(111)的待焊接部贴合。
2.根据权利要求1所述的管件与薄壁件焊接工装,其特征在于:所述塞块单元(212)开设有连接槽(215),所述连接槽(215)与所述连接单元(211)的下端卡接。
3.根据权利要求2所述的管件与薄壁件焊接工装,其特征在于:所述连接单元(211)的下端为阶梯式的第一凸块(2113),所述连接槽(215)为阶梯式的倒锥形的第一凹槽(114)。
4.根据权利要求3所述的管件与薄壁件焊接工装,其特征在于:所述第一凸块(2113)中心连接有螺纹柱(2114),所述凹槽(114)中心设有与所述螺纹柱(2114)螺纹配合的螺孔。
5.根据权利要求4所述的管件与薄壁件焊接工装,其特征在于:所述连接单元(211)的上端连接有旋钮(2112),所述旋钮(2112)通过贯穿连接单元(211)的连接杆与所述螺纹柱(2114)连接。
6.根据权利要求1所述的管件与薄壁件焊接工装,其特征在于:所述塞块单元(212)上端连接有第二凸块,所述连接单元(211)下端开设有与方块卡接的第二凹槽。
7.根据权利要求1-6任一项所述的管件与薄壁件焊接工装,其特征在于:所述塞块单元(212)与连接单元(211)连接面均设置有磁吸单元。
8.根据权利要求7所述的管件与薄壁件焊接工装,其特征在于:所述薄壁件(111)外部设有与所述塞块单元(212)连接的压接单元(112),所述压接单元(112)与所述塞块单元(212)通过限位钉(113)连接。
9.根据权利要求8所述的管件与薄壁件焊接工装,其特征在于:所述连接单元(211)与所述塞块单元(212)之间设有环形槽,所述塞块单元(212)设有贯通环形槽的气道(213)。
10.根据权利要求9所述的管件与薄壁件焊接工装,其特征在于:所述连接单元(211)上端设置有阻挡管件(1)上滑的阻挡件(2115)。
技术总结
本技术提出了一种管件与薄壁件焊接工装,解决了现有技术中管件与薄壁件焊接时容易上下左右窜动的技术问题。管件与薄壁件焊接工装,包括支撑在管件内部的连接单元、支撑在薄壁件内部的塞块单元,当所述塞块单元与所述连接单元连接时,所述管件的待焊接部与所述薄壁件的待焊接部贴合。本技术通过设置置于管件内的连接单元,连接置于薄壁件内的塞块单元,在进行管接口和薄壁件的焊接时,对其起到支撑作用,保证一致性和稳定性,同时借助压接单元防止薄壁件热应力变形,气道通入保护气体对焊缝进行保护同时迅速冷却被焊接部位,从而有效降低热变形影响,以防止过热。
技术研发人员:杨培东,王伟,韩洪喜,卓靳露,彭程,张红涛,姜银松,夏先伟,杨旭,冀林昊,党菁,王瑛沛,王国顺,尚中昇
受保护的技术使用者:河南航天液压气动技术有限公司
技术研发日:20240117
技术公布日:2025/3/3
- 还没有人留言评论。精彩留言会获得点赞!