一种照明灯具生产加工用冲压设备的制作方法
本技术涉及灯具加工,特别是一种照明灯具生产加工用冲压设备。
背景技术:
1、目前,在对灯具进行加工时,通常需要对灯具壳体进行冲压操作,以形成满足要求的弧形壳体结构。
2、现有技术中,现有的led灯具冲压模具的加工夹具装置操作十分不便,不便于对于冲压模具进行更换应用,且在夹紧定位冲压模具在使用的过程中会由于自身受到的冲压力过大而发生损坏的问题,影响冲压模具的使用寿命,导致灯具壳体的冲压效率较为低下。
技术实现思路
1、为了克服现有技术的上述缺点,本实用新型的目的是提供一种照明灯具生产加工用冲压设备。
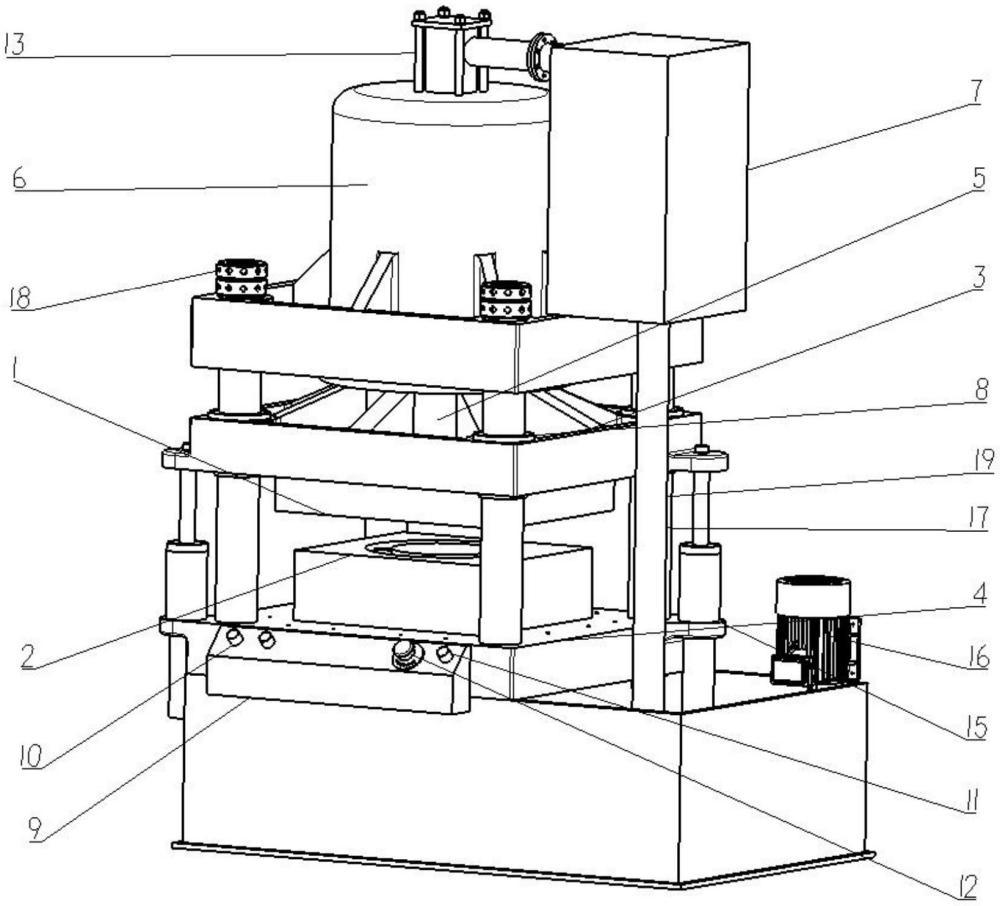
2、本实用新型解决其技术问题所采用的技术方案是:一种照明灯具生产加工用冲压设备,包括模具,所述模具包括模具上盖与模具下盖,所述模具上盖连接上压板,所述模具下盖连接底座,所述上压板连接冲压组件,所述冲压组件连接顶盖,所述顶盖连接集气箱,所述集气箱连接底座,所述上压板设有减震套。
3、作为本实用新型的进一步改进:所述底座连接控制面板,所述控制面板包括启动按钮、暂停按钮与急停按钮。
4、作为本实用新型的进一步改进:所述减震套连接上压板的通孔内,所述顶盖的顶部连接气缸。
5、作为本实用新型的进一步改进:所述底座的对顶角设有定位孔,所述定位孔连接伸缩气缸。
6、作为本实用新型的进一步改进:所述底座连接伺服电机,所述减震套采用硅胶材料。
7、作为本实用新型的进一步改进:所述伸缩气缸的顶端与上压板固定连接。
8、作为本实用新型的进一步改进:所述模具下盖设有凹槽,所述模具上盖设有凸槽。
9、作为本实用新型的进一步改进:所述上压板与定位轴通过减震套连接,所述定位轴的顶部设有轴套。
10、作为本实用新型的进一步改进:所述集气箱连接连通管,所述连通管的内部设有单向阀。
11、作为本实用新型的进一步改进:所述底座的底部连接气缸,所述气缸控制伸缩气缸的升降。
12、作为本实用新型的进一步改进:所述连通管的一端连接集气箱,所述连通管的另一端连接底部气缸。
13、作为本实用新型的进一步改进:所述伸缩气缸与上压板通过内六角螺丝固定连接。
14、作为本实用新型的进一步改进:所述上压板的顶部设有三角顶板。
15、作为本实用新型的进一步改进:所述定位轴的数量为四根。
16、与现有技术相比,本实用新型的有益效果是:
17、本实用新型在对灯具壳体进行加工时,通过模具的凹凸槽将灯具壳体向冲压方向输送,利用气缸组件带动冲压组件,冲压组件移动时可将壳体压入模具内部并与凹凸槽内壁相贴,通过定位孔与伸缩气缸的配合,使加工过程无需人工过多干预,具有自动化程度高以及灯具壳体加工效率高的优点。
技术特征:
1.一种照明灯具生产加工用冲压设备,其特征在于,包括模具,所述模具包括模具上盖与模具下盖,所述模具上盖连接上压板,所述模具下盖连接底座,所述上压板连接冲压组件,所述冲压组件连接顶盖,所述顶盖连接集气箱,所述集气箱连接底座,所述上压板设有减震套。
2.根据权利要求1所述的一种照明灯具生产加工用冲压设备,其特征在于,所述底座连接控制面板,所述控制面板包括启动按钮、暂停按钮与急停按钮。
3.根据权利要求1所述的一种照明灯具生产加工用冲压设备,其特征在于,所述减震套连接上压板的通孔内,所述顶盖的顶部连接气缸。
4.根据权利要求1所述的一种照明灯具生产加工用冲压设备,其特征在于,所述底座的对顶角设有定位孔,所述定位孔连接伸缩气缸。
5.根据权利要求1所述的一种照明灯具生产加工用冲压设备,其特征在于,所述底座连接伺服电机,所述减震套采用硅胶材料。
6.根据权利要求4所述的一种照明灯具生产加工用冲压设备,其特征在于,所述伸缩气缸的顶端与上压板固定连接。
7.根据权利要求1所述的一种照明灯具生产加工用冲压设备,其特征在于,所述模具下盖设有凹槽,所述模具上盖设有凸槽。
8.根据权利要求1所述的一种照明灯具生产加工用冲压设备,其特征在于,所述上压板与定位轴通过减震套连接,所述定位轴的顶部设有轴套。
9.根据权利要求1所述的一种照明灯具生产加工用冲压设备,其特征在于,所述集气箱连接连通管,所述连通管的内部设有单向阀。
10.根据权利要求1所述的一种照明灯具生产加工用冲压设备,其特征在于,所述底座的底部连接气缸,所述气缸控制伸缩气缸的升降。
技术总结
一种照明灯具生产加工用冲压设备,包括模具,所述模具包括模具上盖与模具下盖,所述模具上盖连接上压板,所述模具下盖连接底座,所述上压板连接冲压组件,所述冲压组件连接顶盖,所述顶盖连接集气箱,所述集气箱连接底座,所述上压板设有减震套;本技术在对灯具壳体进行加工时,通过模具的凹凸槽将灯具壳体向冲压方向输送,利用气缸组件带动冲压组件,冲压组件移动时可将壳体压入模具内部并与凹凸槽内壁相贴,通过定位孔与伸缩气缸的配合,使加工过程无需人工过多干预,具有自动化程度高以及灯具壳体加工效率高的优点。
技术研发人员:冯宇鸿
受保护的技术使用者:广州雅耀电器有限公司
技术研发日:20240119
技术公布日:2024/12/19
- 还没有人留言评论。精彩留言会获得点赞!