气缸套椭圆校正工装的制作方法
本技术涉及气缸套加工,尤其涉及一种气缸套椭圆校正工装。
背景技术:
1、气缸套是汽车发动机中的关键零部件,气缸套的种类及应用场合较广泛,根据气缸套产品的壁厚,大致可以区分为薄壁气缸套和厚壁气缸套。薄壁气缸套由于壁厚太薄,在加工完成、机械加工残余应力释放完后,容易发生变形,例如椭圆等现象,需要磕碰校正,使其恢复到合格的壁厚差。现有技术大多是通过人工的方式实现校正,缺乏专门的校正工装,校正效果取决于操作人员的工作经验和水平,存在着校正效果不稳定、不理想的弊端,影响产品精度,因此,基于上述技术问题,需要加以解决。
技术实现思路
1、针对现有技术存在的技术问题,本实用新型提供了一种气缸套椭圆校正工装。
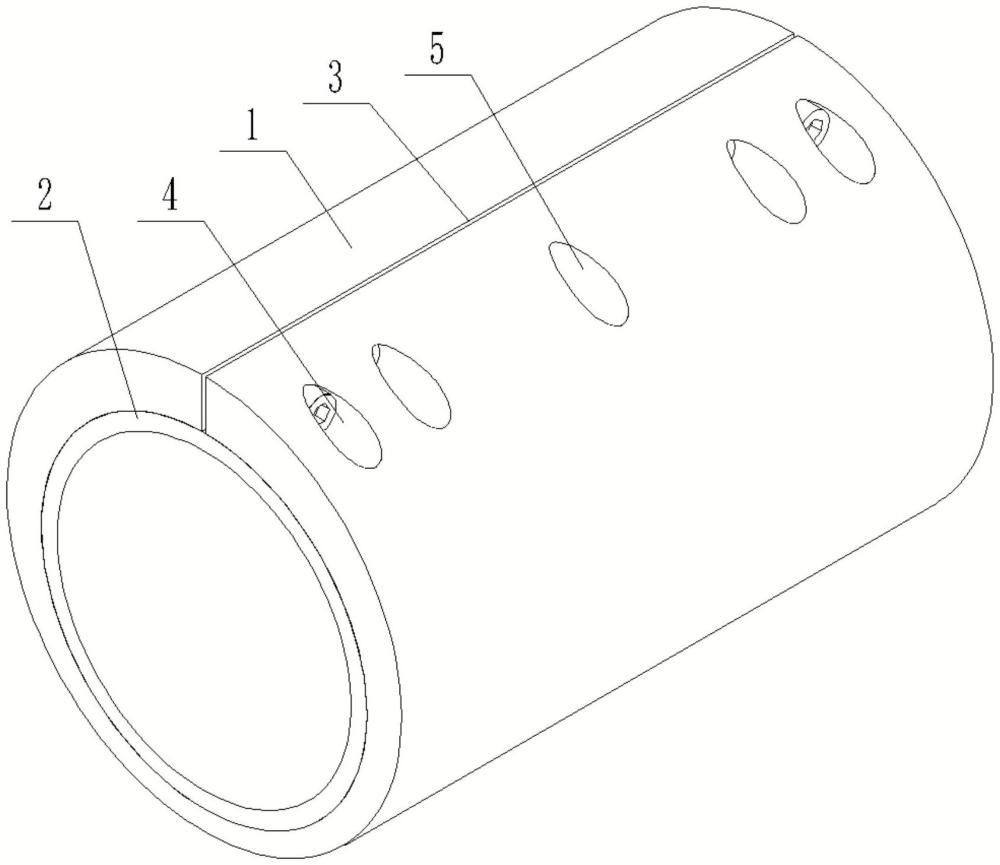
2、为实现上述目的,本实用新型提供如下技术方案:气缸套椭圆校正工装,包括柱状的夹具体,所述夹具体上偏心设置有贯穿其轴向的校正腔室,夹具体最厚的侧壁位置处开设有贯穿夹具体轴向且与校正腔室连通的切槽,所述切槽的一侧设有调整螺纹孔和夹紧螺纹孔,切槽的另一侧对应夹紧螺纹孔设有连接螺纹孔,调整螺纹孔内螺纹连接有调整螺丝,调整螺纹孔和夹紧螺纹孔内螺纹连接有夹紧螺丝。
3、将刚加工后的气缸套置于夹具体的校正腔室内,而后拧动调整螺丝,使校正腔室的内壁紧贴气缸套外圆,而后再拧动夹紧螺丝,使切槽两侧的夹具体连接为一体,并使校正腔室保持紧贴气缸套外圆的状态不变形,放置一定时间进行应力释放,实现去除残余加工应力。应力释放过程中,校正腔室可使气缸套保持外形不变形,应力释放完成后即可取出进行检验包装。
4、调整螺丝用于对校正腔室的形状进行微调,使其与气缸套外圆紧贴;夹紧螺丝用于在应力释放过程中保证校正腔室的状态不变形,以抵消加工应力的影响。
5、优选的,切槽的深度方向与夹具体的径向一致,调整螺纹孔、夹紧螺纹孔、连接螺纹孔均沿与切槽槽壁垂直的方向延伸。
6、优选的,夹具体的外径为100mm,轴向长度为150mm,校正腔室的内径为82.5mm。
7、优选的,夹具体轴线与校正腔室轴线之间的距离为3.75mm。
8、优选的,切槽的宽度为1mm,深度为12.5mm。
9、上述尺寸设置可在兼顾校正腔室变形的难易度及夹具体的强度方面取得较好的使用效果。
10、优选的,调整螺纹孔设有两个且沿夹具体的轴向分布,夹紧螺纹孔设有三个且沿夹具体的轴向分布,夹紧螺纹孔设于两个调节螺纹孔之间。
11、本实用新型还包括能够使气缸套椭圆校正工装正常使用的其它组件,均为本领域的常规技术手段。另外,本实用新型中未加限定的装置或组件均采用本领域中的常规技术手段。
12、本实用新型能对刚加工完毕的气缸套进行椭圆校正,使其保持形状不变形,消除残余应力释放的影响,替代人工劳动,有利于气缸套校正工作的标准化操作,保证校正效果,进而保证产品精度。
技术特征:
1.气缸套椭圆校正工装,包括柱状的夹具体,其特征在于:所述夹具体上偏心设置有贯穿其轴向的校正腔室,夹具体最厚的侧壁位置处开设有贯穿夹具体轴向且与校正腔室连通的切槽,所述切槽的一侧设有调整螺纹孔和夹紧螺纹孔,切槽的另一侧对应夹紧螺纹孔设有连接螺纹孔,调整螺纹孔内螺纹连接有调整螺丝,调整螺纹孔和夹紧螺纹孔内螺纹连接有夹紧螺丝。
2.根据权利要求1所述的气缸套椭圆校正工装,其特征在于:切槽的深度方向与夹具体的径向一致,调整螺纹孔、夹紧螺纹孔、连接螺纹孔均沿与切槽槽壁垂直的方向延伸。
3.根据权利要求1所述的气缸套椭圆校正工装,其特征在于:夹具体的外径为100mm,轴向长度为150mm,校正腔室的内径为82.5mm。
4.根据权利要求1所述的气缸套椭圆校正工装,其特征在于:夹具体轴线与校正腔室轴线之间的距离为3.75mm。
5.根据权利要求1所述的气缸套椭圆校正工装,其特征在于:切槽的宽度为1mm,深度为12.5mm。
6.根据权利要求1所述的气缸套椭圆校正工装,其特征在于:调整螺纹孔设有两个且沿夹具体的轴向分布,夹紧螺纹孔设有三个且沿夹具体的轴向分布,夹紧螺纹孔设于两个调节螺纹孔之间。
技术总结
本技术涉及气缸套加工技术领域,公开了一种气缸套椭圆校正工装,包括柱状的夹具体,夹具体上偏心设置有贯穿其轴向的校正腔室,夹具体最厚的侧壁位置处开设有贯穿夹具体轴向且与校正腔室连通的切槽,所述切槽的一侧设有调整螺纹孔和夹紧螺纹孔,切槽的另一侧对应夹紧螺纹孔设有连接螺纹孔,调整螺纹孔内螺纹连接有调整螺丝,调整螺纹孔和夹紧螺纹孔内螺纹连接有夹紧螺丝。本技术能对刚加工完毕的气缸套进行椭圆校正,使其保持形状不变形,消除残余应力释放的影响,替代人工劳动,有利于气缸套校正工作的标准化操作,保证校正效果,进而保证产品精度。
技术研发人员:孔文基,吴福亮,张转立,赵彦芳,曹数捷,宫建波,刘澎波,党希龙
受保护的技术使用者:河南中原吉凯恩气缸套有限公司
技术研发日:20240122
技术公布日:2024/12/10
- 还没有人留言评论。精彩留言会获得点赞!