一种新型U型轻合金板三向多孔冲孔模具的制作方法
本技术涉及冲孔模具,具体地说是一种新型u型轻合金板三向多孔冲孔模具。
背景技术:
1、在实际的u型轻合金板生产中,会遇到u型轻合金板板折弯后机加工u型轻合金板板长孔工序过多和时间过长问题。能否一次同时完成冲u型轻合金板板3个面的多孔,将关系到为精加工节省时间,提高生产率。由于模具结构和空间的限制一直没有人实际来提出方案。
技术实现思路
1、为解决上述问题,本实用新型的目的在于提供一种u型轻合金板三向多孔冲孔模具,其特点是能同时完成冲u型轻合金板的三向多孔冲孔。
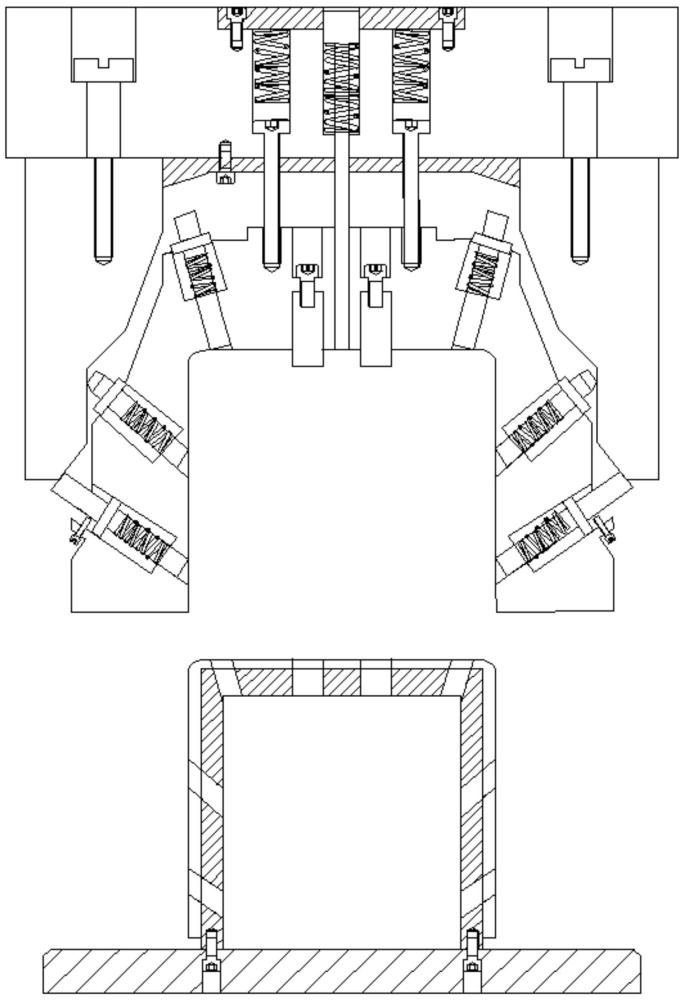
2、根据本实用新型的一方面,提供一种新型u型轻合金板三向多孔冲孔模具,包括:上板,通过第一连接螺栓与上板连接的斜压板,通过导杆螺栓与上板连接的压块,通过第四连接螺栓与上板连接的固定板,与下模通过第三连接螺栓连接的底板,其中,下模设置有与u型轻合金板的毛坯上待加工的孔相应的孔腔,并形成为具有与毛坯内侧面相适配的构形,压块和斜压板以及和毛坯彼此相对的表面之间具有彼此匹配的形状,其中,压块外侧面构成为从上向下变宽的截面,贯穿固定板与上板地开设有第一阶梯通孔,用于可滑动地容纳顶料杆和第一弹簧,在上板还设置有第二阶梯通孔,用于可滑动地容纳导杆螺栓和第二弹簧,第二弹簧夹置于导杆螺栓的一端与固定板之间,导杆螺栓的另一端螺纹连接于压块,第二连接螺栓与第一冲头连接地设置于压块的第三阶梯通孔中,和/或,在轴向中间位置带有凸台的第二冲头和第四弹簧设置于压块的第四阶梯通孔的空腔内。
3、优选地,从上方插入第三阶梯通孔中的第二连接螺栓与从下方插入第三阶梯通孔中的第一冲头螺纹连接固定。
4、优选地,第三阶梯通孔为与毛坯上待加工的正面孔相应竖直的通孔。
5、优选地,固定板嵌合地安装于上板的顶面凹部,第二阶梯通孔开设于上板的顶面凹部中。
6、优选地,第四阶梯通孔与毛坯上待加工的侧面孔相应地倾斜地形成。
7、优选地,第二冲头分别利用凸台压接着第四弹簧安装于第四阶梯通孔中。
8、优选地,在第四阶梯通孔的上端侧设置有对第二冲头的凸台进行止挡的限位螺钉。
9、优选地,在压块的顶面侧与上板的底面侧之间,与上板通过第五连接螺栓连接地设置有垫板x。
10、优选地,导杆螺栓的另一端穿过垫板x并螺纹连接于压块上方的盲孔中。
11、优选地,在垫板x的底面侧,设置有倾斜施压面,用以对毛坯上方倾斜布置的第二冲头施加推力。
12、本实用新型的新型u型轻合金板三向多孔冲孔模具是为了能够减少后续加工毛坯时间和不必要工序的,为国内模具设计找到了新的提高工作效率的途径,大大的缩短了轮毂生产周期,也减少了设备和人力占用时间。
技术特征:
1.一种新型u型轻合金板三向多孔冲孔模具,其特征在于,包括:上板(1),通过第一连接螺栓(2)与上板(1)连接的斜压板(5),通过导杆螺栓(4)与上板(1)连接的压块(8),通过第四连接螺栓(19)与上板(1)连接的固定板(16),与下模(11)通过第三连接螺栓(15)连接的底板(14),
2.根据权利要求1所述的新型u型轻合金板三向多孔冲孔模具,其特征在于,从上方插入第三阶梯通孔中的第二连接螺栓(9)与从下方插入第三阶梯通孔中的第一冲头(10)螺纹连接固定。
3.根据权利要求1所述的新型u型轻合金板三向多孔冲孔模具,其特征在于,第三阶梯通孔为与毛坯(21)上待加工的正面孔相应竖直的通孔。
4.根据权利要求1所述的新型u型轻合金板三向多孔冲孔模具,其特征在于,固定板(16)嵌合地安装于上板(1)的顶面凹部,第二阶梯通孔开设于上板(1)的顶面凹部中。
5.根据权利要求1所述的新型u型轻合金板三向多孔冲孔模具,其特征在于,第四阶梯通孔与毛坯(21)上待加工的侧面孔相应地倾斜地形成。
6.根据权利要求1所述的新型u型轻合金板三向多孔冲孔模具,其特征在于,第二冲头(6)分别利用凸台压接着第四弹簧(7)安装于第四阶梯通孔中。
7.根据权利要求6所述的新型u型轻合金板三向多孔冲孔模具,其特征在于,在第四阶梯通孔的上端侧设置有对第二冲头(6)的凸台进行止挡的限位螺钉(22)。
8.根据权利要求1所述的新型u型轻合金板三向多孔冲孔模具,其特征在于,在压块(8)的顶面侧与上板(1)的底面侧之间,与上板(1)通过第五连接螺栓(20)连接地设置有垫板(x)。
9.根据权利要求8所述的新型u型轻合金板三向多孔冲孔模具,其特征在于,导杆螺栓(4)的另一端穿过垫板(x)并螺纹连接于压块(8)上方的盲孔中。
10.根据权利要求8所述的新型u型轻合金板三向多孔冲孔模具,其特征在于,在垫板(x)的底面侧,设置有倾斜施压面,用以对毛坯(21)上方倾斜布置的第二冲头(6)施加推力。
技术总结
一种新型U型轻合金板三向多孔冲孔模具,能同时完成冲U型轻合金板毛坯的三向多孔冲孔,包括:上板,斜压板,压块,固定板,与下模连接的底板,下模设有与毛坯的待加工孔相应的孔腔并具有与毛坯内侧面相适配的构形,压块和斜压板、毛坯相对表面之间具有匹配的形状,压块外侧面为从上向下变宽的截面,贯穿固定板与上板的第一阶梯通孔可滑动地容纳顶料杆和第一弹簧,在上板设置有第二阶梯通孔用于可滑动地容纳导杆螺栓和第二弹簧,第二弹簧夹置于导杆螺栓的一端与固定板之间,导杆螺栓的另一端螺纹连接于压块,第二连接螺栓与第一冲头连接地设置于压块的第三阶梯通孔中,在轴向中间位置带有凸台的第二冲头和第四弹簧设置于压块的第四阶梯通孔内。
技术研发人员:杨金岭,齐凤山,邢晓阁,朱向涛,刘军,刘长才,李健,程远,朱晓霆,徐世文
受保护的技术使用者:中信戴卡股份有限公司
技术研发日:20240123
技术公布日:2024/7/23
- 还没有人留言评论。精彩留言会获得点赞!