本技术涉及安装设备,尤其涉及一种校正工装以及安装设备。
背景技术:
1、当前的设备大多是工人根据图纸进行组装,在组装的过程中装配偏差会逐步累积,特别是多个沿某一直线分布安装的零部件。例如aoi(自动光学检测)设备中所采用的高精度带式输送机,现有的带式输送机主要包括机架、主动轴、从动轴、驱动电机和输送皮带,机架上在靠近主动轴和从动轴的两端均布置有轴承座,轴承座上安装有轴承,主动轴的两端均穿设于轴承内部,且从动轴的两端均穿设于轴承座内部,且从动轴两端的位置可微调,输送皮带套设于主动轴和从动轴的外部,驱动电机通过带传动驱动主动轴转动。
2、上述的带式输送机装配后,易出现主动轴两端的轴承座同轴度超差以及从动轴两端的轴承座同轴度超差,导致主动轴与输送皮带中心线不垂直、主动轴和从动轴不平行等问题的发生,后期带式输送机运行过程中跑偏风险高,且调整难度大。
3、出现上述情况时,一般依赖经验丰富的技术人员先调整主动轴两端轴承座的位置,再进行测试,而后根据测试结果调整从动轴两端轴承座的位置,若从动轴调整到极限位置后也无法纠偏,则需要拆除带式输送机后重新安装。不仅过度依赖特定人员进行调试,也耗费了大量的人力,还大大影响了项目的进度。
技术实现思路
1、本实用新型的目的在于提供一种校正工装以及安装设备,以减小设备的装配偏差,减小对特定人员的依赖程度,减少体力消耗,加快项目进度。
2、为达此目的,本实用新型采用以下技术方案:
3、校正工装,所述校正工装用于校正多个沿同一直线布置的零部件的安装位置,所述校正工装包括:
4、主体件;以及
5、定位件,所述定位件在所述主体件上沿多个所述零部件的分布方向至少设置有两个,所述定位件能够配合所述主体件贴合定位所述零部件。
6、作为优选,所述定位件位于所述主体件长度方向的一侧,所述定位件与所述主体件之间呈夹角设置。
7、作为优选,所述定位件上开设有第一连接孔,所述零部件上对应每个所述第一连接孔均开设第一定位孔,所述第一定位孔内部可穿设定位元件。
8、作为优选,所述主体件上开设有第二连接孔,所述零部件上对应每个所述第二连接孔均开设第二定位孔,所述第二定位孔内部可穿设定位元件。
9、作为优选,所述第二连接孔沿开设有多个。
10、作为优选,多个所述第二连接孔沿多个所述零部件的分布方向布置。
11、作为优选,所述主体件与所述定位件一体成型设置。
12、作为优选,所述主体件与所述定位件连接处的棱边设置有圆弧倒角。
13、作为优选,所述主体件和所述定位件上贴合所述零部件平面的平面度为0.01mm-0.05mm。
14、安装设备,所述安装设备包括设备本体以及校正工装,所述校正工装设置于所述设备本体上。
15、本实用新型的有益效果:
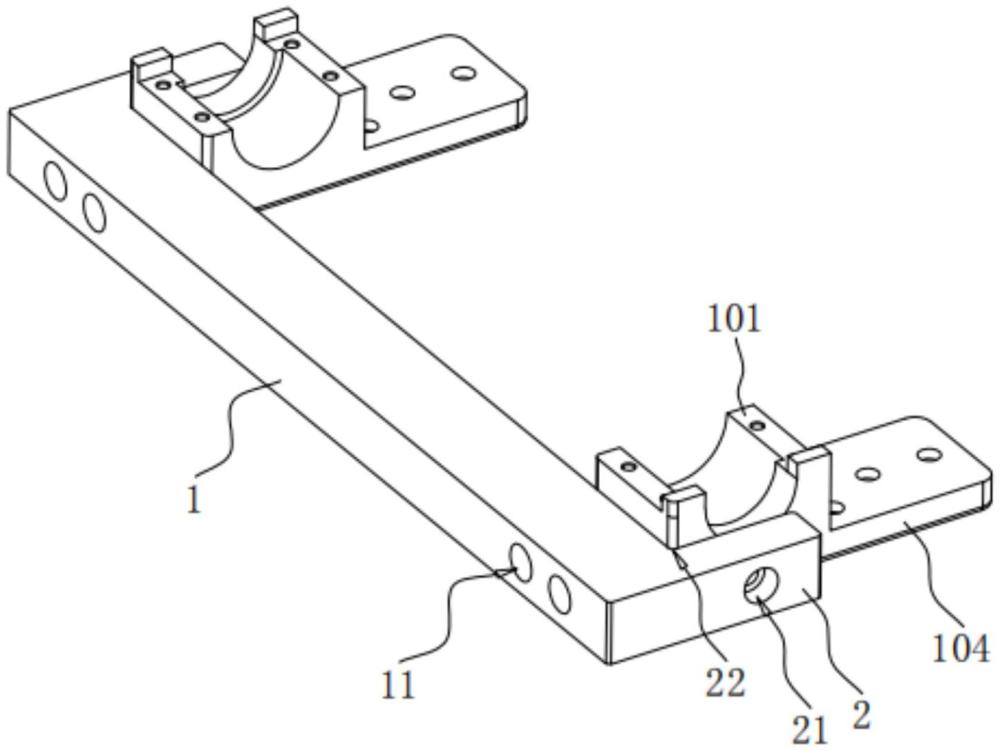
16、本实用新型的校正工装,在安装多个沿同一直线布置的零部件时,先将校正工装精准放置于待安装零部件的基础上,而后将零部件放置于定位件和主体件的连接处,使零部件相邻的两个面分别贴合定位件和主体件,从而在平面内实现对每个零部件的定位,使多个零部件精准地沿同一直线分布,提升零部件的安装精度,在不依赖特地技术人员的同时减小设备的装配误差,减少了人工的体力消耗,加快了项目的进度。
17、本实用新型的安装设备,通过校正工装可对多个沿同一直线分布的零部件进行安装位置的校正,从而提升设备的安装精度。
技术特征:1.校正工装,所述校正工装用于校正多个沿同一直线布置的零部件的安装位置,其特征在于,所述校正工装包括:
2.根据权利要求1所述的校正工装,其特征在于,所述定位件(2)位于所述主体件(1)长度方向的一侧,所述定位件(2)与所述主体件(1)之间呈夹角设置。
3.根据权利要求1所述的校正工装,其特征在于,所述定位件(2)上开设有第一连接孔(21),所述零部件上对应每个所述第一连接孔(21)均开设第一定位孔(102),所述第一定位孔(102)内部可穿设定位元件。
4.根据权利要求1所述的校正工装,其特征在于,所述主体件(1)上开设有第二连接孔(11),所述零部件上对应每个所述第二连接孔(11)均开设第二定位孔(103),所述第二定位孔(103)内部可穿设定位元件。
5.根据权利要求4所述的校正工装,其特征在于,所述第二连接孔(11)沿开设有多个。
6.根据权利要求5所述的校正工装,其特征在于,多个所述第二连接孔(11)沿多个所述零部件的分布方向布置。
7.根据权利要求1-6任一项所述的校正工装,其特征在于,所述主体件(1)与所述定位件(2)一体成型设置。
8.根据权利要求7所述的校正工装,其特征在于,所述主体件(1)与所述定位件(2)连接处的棱边设置有圆弧倒角(22)。
9.根据权利要求1-6任一项所述的校正工装,其特征在于,所述主体件(1)和所述定位件(2)上贴合所述零部件平面的平面度为0.01mm-0.05mm。
10.安装设备,其特征在于,所述安装设备包括设备本体以及如权利要求1-9任一项所述的校正工装,所述校正工装设置于所述设备本体上。
技术总结本技术属于安装设备技术领域,公开了校正工装以及安装设备,其校正工装包括主体件以及定位件,定位件在主体件上沿多个零部件的分布方向至少设置有两个,定位件能够配合主体件贴合定位零部件。其安装设备包括设备本体以及校正工装,校正工装设置于设备本体上。本技术的校正工装,可提升多个沿同一直线方向安装的零部件的安装精度,在不依赖特地技术人员的同时减小设备的装配误差,减少人工体力消耗,加快项目进度。
技术研发人员:刘壮志,岳高泉
受保护的技术使用者:苏州凌云光工业智能技术有限公司
技术研发日:20240131
技术公布日:2024/11/18