一种焊接设备的制作方法
本技术涉及焊接装置,具体涉及一种焊接设备。
背景技术:
1、如图1所示,为三轮车变档机构的安装座,该安装座包括中空且呈圆柱状的第一柱体110和中空且呈长方体状第二柱体120,第二柱体120的第一端与第一柱体110的侧壁焊接。
2、然而,现有技术中用于对该定位座进行焊接的焊接设备每次只能焊接一个安装座,焊接效率较低。
技术实现思路
1、针对现有技术中的缺陷,本实用新型的目的是提供一种焊接设备,以提高焊接效率。
2、为了实现上述目的,本实用新型提供一种焊接设备,其用于三轮车变档机构的安装座的第一柱体和第二柱体进行焊接,其包括机架和设置在所述机架上的焊接机构,还包括定位机构,所述定位机构设置在所述机架上,所述定位机构包括:
3、定位座,其与所述机架固定连接,其顶部沿x轴方向依次间隔设置有多个限位槽,所述限位槽的长度方向沿y轴方向延伸,所述限位槽与所述第二柱体相适配,所述限位槽用于对所述第二柱体进行限位;
4、定位销,其数量与所述限位槽的数量相等且一一对应,其设置在所述限位槽的第一端并与所述定位座固定连接,其用于对所述第一柱体进行限位;以及
5、压紧结构,所述压紧结构用于压紧放置在所述定位销上的所述第一柱体和放置在所述限位槽内的所述第二柱体。
6、进一步地,所述压紧结构包括:
7、第一压紧组件,其用于压紧放置在所述定位销上的所述第一柱体;以及
8、第二压紧组件,其用于压紧放置在所述限位槽内的所述第二柱体。
9、进一步地,所述第一压紧组件包括第一压紧单元,所述第一压紧单元的数量与所述定位销的数量相等且一一对应,所述第一压紧单元包括:
10、压紧销,其设置在所述定位销的上方,其与所述定位座滑动连接,其可沿z轴方向在第一位置和第二位置之间作往复直线运动;以及
11、第一驱动装置,其与所述定位座固定连接,其用于驱动所述压紧销在所述第一位置和所述第二位置之间作往复直线运动。
12、进一步地,所述压紧销的底端呈下小上大的喇叭状。
13、进一步地,所述第二压紧组件包括:
14、压紧板,其设置在限位槽的上方,其与所述定位座滑动连接,其可沿z轴方向在第三位置和第四位置之间作往复直线运动;以及
15、第二驱动装置,其与所述定位座固定连接,其用于驱动所述压紧板在所述第三位置和所述第四位置之间作往复直线运动。
16、进一步地,所述第二压紧组件还包括压紧件,所述压紧件的数量与所述限位槽的数量相等且一一对应,所述压紧件设置在所述压紧板的底部并与所述压紧板固定连接。
17、进一步地,所述定位销的顶端呈上小下大的喇叭状。
18、进一步地,所述定位销的中部设置承载凸台。
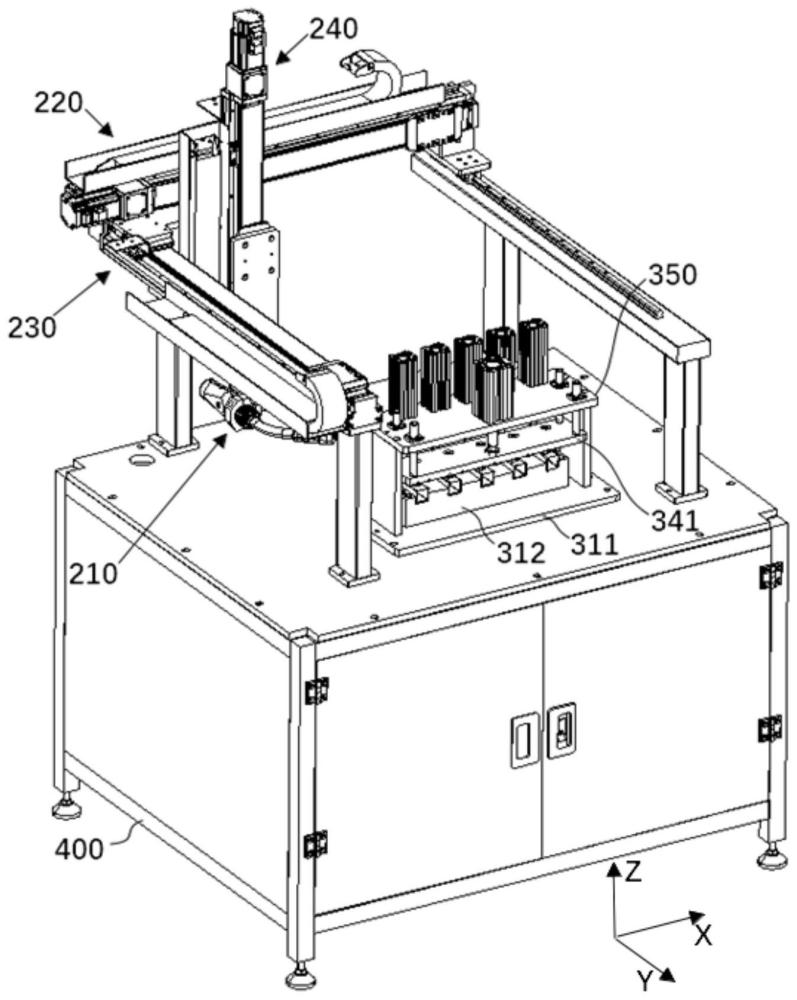
19、进一步地,还包括安装架,所述安装架架设在所述定位座的顶部,所述第一驱动装置和所述第二驱动装置均固定设置在所述安装架上。
20、本实用新型的有益效果:
21、本实用新型所提供的焊接设备,每次可以依次焊接多个安装座,焊接效率较高。
技术特征:
1.一种焊接设备,其用于三轮车变档机构的安装座的第一柱体(110)和第二柱体(120)进行焊接,其包括机架(400)和设置在所述机架(400)上的焊接机构,其特征在于,还包括定位机构,所述定位机构设置在所述机架(400)上,所述定位机构包括:
2.根据权利要求1所述的焊接设备,其特征在于,所述压紧结构包括:
3.根据权利要求2所述的焊接设备,其特征在于,所述第一压紧组件包括第一压紧单元,所述第一压紧单元的数量与所述定位销(320)的数量相等且一一对应,所述第一压紧单元包括:
4.根据权利要求3所述的焊接设备,其特征在于,所述压紧销(331)的底端呈下小上大的喇叭状。
5.根据权利要求3-4任意一项所述的焊接设备,其特征在于,所述第二压紧组件包括:
6.根据权利要求5所述的焊接设备,其特征在于,所述第二压紧组件还包括压紧件(343),所述压紧件(343)的数量与所述限位槽(301)的数量相等且一一对应,所述压紧件(343)设置在所述压紧板(341)的底部并与所述压紧板(341)固定连接。
7.根据权利要求1、2、3、4或6所述的焊接设备,其特征在于,所述定位销(320)的顶端呈上小下大的喇叭状。
8.根据权利要求1、2、3、4或6所述的焊接设备,其特征在于,所述定位销(320)的中部设置承载凸台(321)。
9.根据权利要求6所述的焊接设备,其特征在于,还包括安装架(350),所述安装架(350)架设在所述定位座的顶部,所述第一驱动装置(332)和所述第二驱动装置(342)均固定设置在所述安装架(350)上。
技术总结
本技术属于焊接装置技术领域,提供了一种焊接设备,其用于三轮车变档机构的安装座的第一柱体和第二柱体进行焊接,其包括机架和设置在机架上的焊接机构,还包括定位机构,定位机构设置在机架上,定位机构包括:定位座,其与机架固定连接,其顶部沿X轴方向依次间隔设置有多个限位槽,限位槽的长度方向沿Y轴方向延伸,限位槽与第二柱体相适配;定位销,其数量与限位槽的数量相等且一一对应,其设置在限位槽的第一端并与定位座固定连接;以及压紧结构,压紧结构用于压紧放置在定位销上的第一柱体和放置在限位槽内的第二柱体。本技术所提供的焊接设备,结构简单,设计合理,焊接效率较高。
技术研发人员:林茂,李达龙,苏家水
受保护的技术使用者:重庆百润机电有限公司
技术研发日:20240203
技术公布日:2024/10/10
- 还没有人留言评论。精彩留言会获得点赞!