一种电机转子夹持工装的制作方法
本技术涉及工装夹具,具体为一种电机转子夹持工装。
背景技术:
1、随着新能源汽车的迅速发展,电机作为汽车空调系统的核心部件,需求量逐年增加,电机转子作为电机的最核心零部件,其性能决定着整个电机的产品品质,对电机转子的质量管控非常有必要。电机转子在装配或检测过程中,需要正确的位置,特别在精密装配过程中,需要对转子进行精密夹持,以方便下一个零件的装配,特别是一些配合紧密,装配难度大的装配过程中,电机转子夹持工装能提高转子产品的定位精度,使产品姿态稳定性提高,从而提高装配的成功率及精度。
2、目前已有的各种转子夹持治具虽能提供装夹定位的功能,但结构往往非常复杂,实际操作时难以控制夹持速度和力度,定位精度较差,无法应用于自动化装配领域。同时现有的夹持工装需要针对不同零件进行结构上的较大调整,种类过于繁复,单一结构类型的夹持工装适用面很窄,难以快速适应现代化的生产环境。鉴于此,我们提出一种电机转子夹持工装。
技术实现思路
1、本实用新型的目的在于克服现有夹持工装结构上存在的上述缺陷,提供一种可实现快速装夹、操作方便、适用于装配自动化且具有较高定位精度的夹持工装。提供如下技术方案:
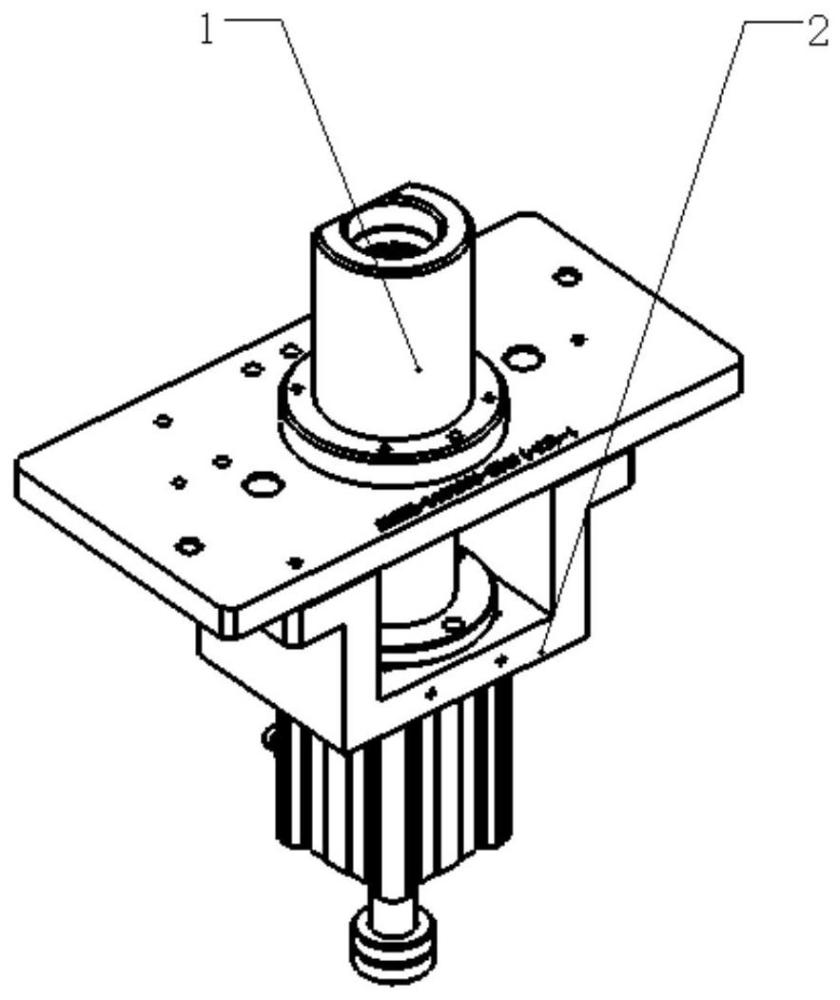
2、一种电机转子夹持工装,包括夹具主体和开合组件,开合组件的开合组件底板位于夹具主体的夹具底板的下表面;夹具主体包括夹具底板、筒夹座、筒夹、复位弹簧、弹簧定位板;筒夹座安装于夹具底板的上表面,筒夹位于弹簧定位板上面,筒夹与弹簧定位板放置于筒夹座内侧,复位弹簧套在筒夹上,复位弹簧力作用于弹簧定位板上,弹簧定位板防止复位弹簧从筒夹下表面脱落;开合组件包括开合顶杆、开合控制气缸、开合组件底板、开合导套,开合控制气缸安装于开合组件底板的下表面,开合组件底板安装于弹簧定位板下表面,开合顶杆安装于开合控制气缸前端,开合导套套装于开合顶杆上;开合气缸上下运动,带动开合顶杆与开合导套间隙配合运动,控制筒夹开闭;
3、优选的,开合组件的开合组件底板固定于夹具主体的夹具底的下表面;
4、优选的,开合控制气缸为行程可调的气缸,由螺栓连接;
5、优选的,开合顶杆的中心线与筒夹的中心线在同一条线上。
6、与现有技术相比,本实用新型的有益效果是:
7、1.通过开合控制气缸与弹簧配合控制夹具夹紧与张开,易于实现自动化;
8、2.通过弹簧力夹持转子,可将转子保持于中心位置;
9、3.针对不同直径的转子外形采用不同的筒夹,适用范围广;
10、4.结构简单,有效节约成本,设备投资少。
技术特征:
1.一种电机转子夹持工装,其特征在于,包括夹具主体(1)和开合组件(2),
2.根据权利要求1所述的电机转子夹持工装,其特征在于:开合组件(2)的开合组件底板(203)固定于夹具主体(1)的夹具底板(101)的下表面。
3.根据权利要求1所述的电机转子夹持工装,其特征在于:开合控制气缸(202)为行程可调的气缸,由螺栓连接。
4.根据权利要求1所述的电机转子夹持工装,其特征在于:开合顶杆(201)的中心线与筒夹(103)的中心线在同一条线上。
技术总结
本技术涉及工装夹具技术领域,具体为一种电机转子夹持工装,包括夹具主体和开合组件,夹具主体包括夹具底板、筒夹座、筒夹、复位弹簧、弹簧定位板;当复位弹簧力作用于筒夹,可在转子精密装配和检测时,保证对转子进行辅助中心定位夹紧;通过开合气缸上下运动,与复位弹簧配合控制筒夹开闭,操作简单,易于实现自动化;开合导套套装于开合顶杆上,通过开合顶杆和开合导套配合,降低运动过程中的阻力减小摩擦减轻磨损以延长使用寿命。
技术研发人员:李江,高继良
受保护的技术使用者:苏州新智机电科技有限公司
技术研发日:20240221
技术公布日:2024/10/10
- 还没有人留言评论。精彩留言会获得点赞!