一种自动定位的汽车尾门快速装配工装的制作方法
本技术涉及汽车尾门,具体为一种自动定位的汽车尾门快速装配工装。
背景技术:
1、现有的汽车尾门在组装式主要依赖人工进行组装固定,效率比较低,并且在组装时通过人工进行固定有可能会发生窜动,影响对其的正常组装,从而可能需要人工后续再处理,效率比较低,使用效果不佳,不能满足企业的加工使用需求;
2、鉴于上述情况,有必要对现有的汽车尾门装配方式加以改进,使其能够适应现在对汽车尾门装配加工使用的需要。
技术实现思路
1、本实用新型的目的是为了解决上述问题,设计了一种自动定位的汽车尾门快速装配工装。
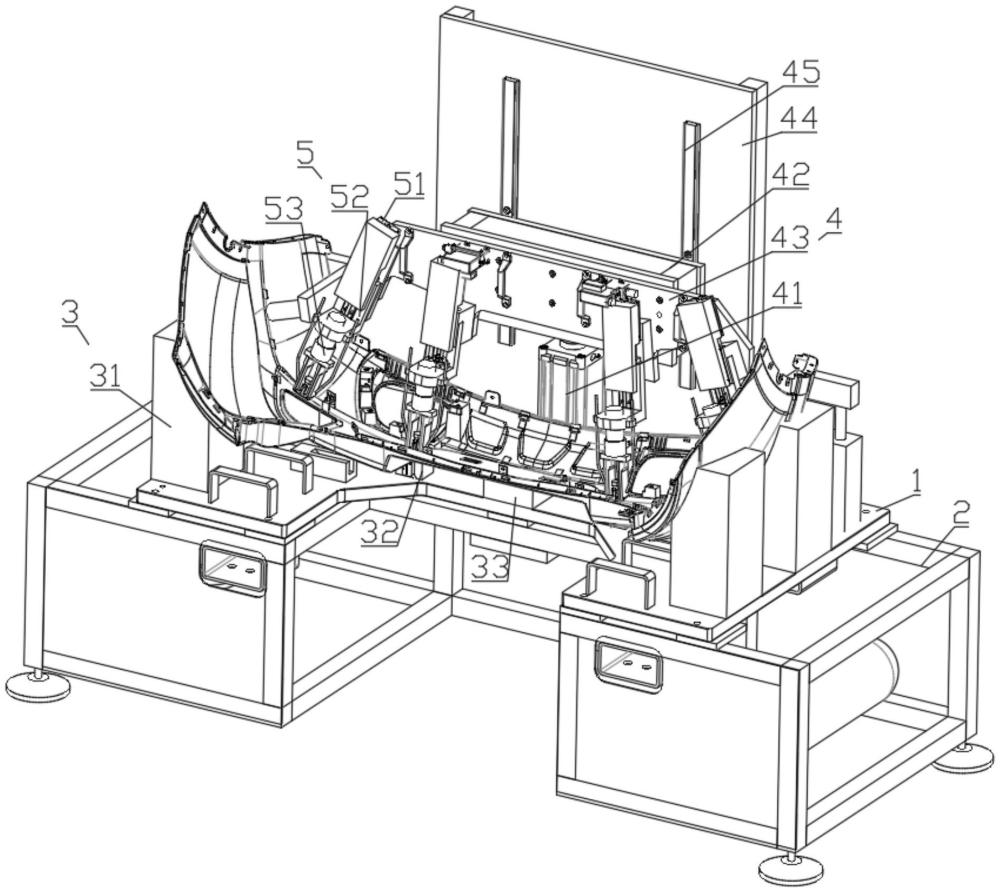
2、实现上述目的本实用新型的技术方案为,一种自动定位的汽车尾门快速装配工装,包括支撑板、设置于支撑板下方左右两侧的工作台、设置于支撑板上的支撑工装、设置于支撑板上的升降机构、与升降机构连接的多个压持机构,所述支撑板固定安装于工作台上,所述支撑工装固定安装于支撑板上,所述升降机构固定安装于支撑板上。
3、对本技术方案的进一步补充,所述支撑工装包括对称设置于支撑板上左右两侧的限位块、设置于支撑板上左右两侧的支撑块、设置于两侧的支撑块之间的卡块,所述限位块固定安装于支撑板上,所述支撑块固定安装于支撑板上,所述卡块固定安装于支撑板上,所述支撑块上方设置呈弧形,所述限位块靠近产品一侧设置呈弧形。
4、对本技术方案的进一步补充,所述支撑板上纵向设有多个限位块。
5、对本技术方案的进一步补充,所述升降机构包括升降气缸、与升降气缸连接的移动板、设置于移动板上的固定板,所述升降气缸固定安装于支撑板上,所述固定板固定安装于移动板上,所述压持机构固定安装于固定板上。
6、对本技术方案的进一步补充,所述支撑板上还设有立板,所述立板固定安装于支撑板上,所述立板上左右两侧设有第一纵向滑轨,所述第一纵向滑轨固定安装于立板上,所述移动板滑动安装于第一纵向滑轨上。
7、对本技术方案的进一步补充,多个压持机构呈倾斜设置。
8、对本技术方案的进一步补充,所述压持机构包括控制气缸、与控制气缸连接的移动块、与移动块连接的压料机构,所述控制气缸固定安装于固定板上。
9、其有益效果在于,能够很好地对车尾门进行固定,方便后续对其进行装配,固定效果佳,便于对其进行装配。
技术特征:
1.一种自动定位的汽车尾门快速装配工装,其特征在于,包括支撑板(1)、设置于支撑板(1)下方左右两侧的工作台(2)、设置于支撑板(1)上的支撑工装(3)、设置于支撑板(1)上的升降机构(4)、与升降机构(4)连接的多个压持机构(5),所述支撑板(1)固定安装于工作台(2)上,所述支撑工装(3)固定安装于支撑板(1)上,所述升降机构(4)固定安装于支撑板(1)上。
2.根据权利要求1所述的一种自动定位的汽车尾门快速装配工装,其特征在于,所述支撑工装(3)包括对称设置于支撑板(1)上左右两侧的限位块(31)、设置于支撑板(1)上左右两侧的支撑块(32)、设置于两侧的支撑块(32)之间的卡块(33),所述限位块(31)固定安装于支撑板(1)上,所述支撑块(32)固定安装于支撑板(1)上,所述卡块(33)固定安装于支撑板(1)上,所述支撑块(32)上方设置呈弧形,所述限位块(31)靠近产品一侧设置呈弧形。
3.根据权利要求2所述的一种自动定位的汽车尾门快速装配工装,其特征在于,所述支撑板(1)上纵向设有多个限位块(31)。
4.根据权利要求1所述的一种自动定位的汽车尾门快速装配工装,其特征在于,所述升降机构(4)包括升降气缸(41)、与升降气缸(41)连接的移动板(42)、设置于移动板(42)上的固定板(43),所述升降气缸(41)固定安装于支撑板(1)上,所述固定板(43)固定安装于移动板(42)上,所述压持机构(5)固定安装于固定板(43)上。
5.根据权利要求4所述的一种自动定位的汽车尾门快速装配工装,其特征在于,所述支撑板(1)上还设有立板(44),所述立板(44)固定安装于支撑板(1)上,所述立板(44)上左右两侧设有第一纵向滑轨(45),所述第一纵向滑轨(45)固定安装于立板(44)上,所述移动板(42)滑动安装于第一纵向滑轨(45)上。
6.根据权利要求1所述的一种自动定位的汽车尾门快速装配工装,其特征在于,多个压持机构(5)呈倾斜设置。
7.根据权利要求6所述的一种自动定位的汽车尾门快速装配工装,其特征在于,所述压持机构(5)包括控制气缸(51)、与控制气缸(51)连接的移动块(52)、与移动块(52)连接的压料机构(53),所述控制气缸(51)固定安装于固定板(43)上。
技术总结
本技术公开了一种自动定位的汽车尾门快速装配工装,包括支撑板、设置于支撑板下方左右两侧的工作台、设置于支撑板上的支撑工装、设置于支撑板上的升降机构、与升降机构连接的多个压持机构,所述支撑板固定安装于工作台上,所述支撑工装固定安装于支撑板上,所述升降机构固定安装于支撑板;本技术的有益效果是,能够很好地对车尾门进行固定,方便后续对其进行装配,固定效果佳,便于对其进行装配。
技术研发人员:商兆鑫,施兵
受保护的技术使用者:屹特威汽车装备(昆山)有限公司
技术研发日:20240226
技术公布日:2025/2/27
- 还没有人留言评论。精彩留言会获得点赞!