一种集流管冲孔模具的制作方法
本技术涉及集流管加工,特别涉及一种集流管冲孔模具。
背景技术:
1、集流管通常用于冷凝器中,其加工时需要进行冲孔,冲孔模具在毛坯或板材上,沿封闭的轮廓分离出废料得到带孔件的冲模。例如公告号为cn217412115u的专利公开了一种一模多用的集流管冲孔模具,使用时,将上模板和下模板安装在冲压机床上,通过冲孔组件冲出孔洞。但是,冲孔过程中会产生碎屑等杂物滞留在产品或下模上,导致模具被污染,产生加工误差,影响产品加工品质。
技术实现思路
1、本实用新型为了解决现有技术的问题,提供了一种能够对加工残留杂质进行清理,提升加工质量的集流管冲孔模具。
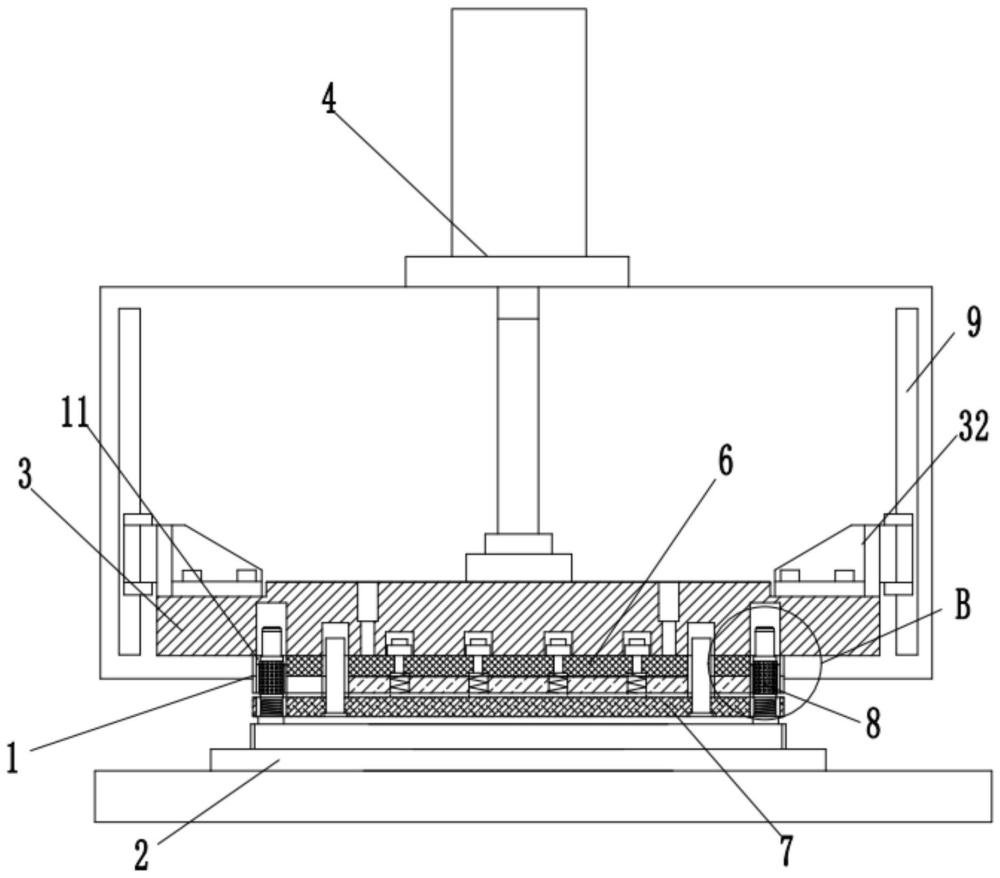
2、具体技术方案如下:一种集流管冲孔模具,包括上模和下模,上模固定在安装板上,安装板上设有驱动器,驱动器带动安装板上下移动,所述安装板上设有气腔,气腔与安装板上的流体接口连通,所述上模包括基板和隔板,基板位于安装板下方,基板上设有与气腔连通的气道,多条气道间隔设置,所述基板上设有冲孔杆,冲孔杆具有出气通道,出气通道与气道连通,每条出气通道对应一条气道,所述下模上设有定位组件,多个定位组件间隔设置,定位组件包括导向杆,弹簧和套件,导向杆竖直设置在下模上且与上模的定位孔对应设置,弹簧套设在导向杆上,套件套设在导向杆上且抵压弹簧,套件的外壁设有滚动件,多个滚动件间隔设置。
3、在一些实施例中,所述基板上设有第一限位杆和第一限位孔,所述隔板上设有第二限位杆和第二限位孔,第一限位杆与第二限位孔对应设置,第二限位杆与第一限位孔对应设置。
4、在一些实施例中,所述第一限位杆和第二限位杆均有多个。
5、在一些实施例中,所述定位孔包括第一定位孔和第二定位孔,第一定位孔设置在基板上,第二定位孔设置在隔板上。
6、在一些实施例中,所述隔板设有穿孔,穿孔与冲孔杆对应设置。
7、在一些实施例中,所述安装板两侧设有滑块,滑块与导轨滑动连接。
8、在一些实施例中,所述流体接口至少有两个,两个流体接口对称设置在驱动器两侧。
9、本实用新型的技术效果:本实用新型的一种集流管冲孔模具能够使冲孔完成后对产品及下模进行清理,避免杂质残留,提升产品加工品质;此外,能够使冲孔时精度更高,误差更小。
技术特征:
1.一种集流管冲孔模具,包括上模和下模,上模固定在安装板上,安装板上设有驱动器,驱动器带动安装板上下移动,其特征在于,所述安装板上设有气腔,气腔与安装板上的流体接口连通,所述上模包括基板和隔板,基板位于安装板下方,基板上设有与气腔连通的气道,多条气道间隔设置,所述基板上设有冲孔杆,冲孔杆具有出气通道,出气通道与气道连通,每条出气通道对应一条气道,所述下模上设有定位组件,多个定位组件间隔设置,定位组件包括导向杆,弹簧和套件,导向杆竖直设置在下模上且与上模的定位孔对应设置,弹簧套设在导向杆上,套件套设在导向杆上且抵压弹簧,套件的外壁设有滚动件,多个滚动件间隔设置。
2.根据权利要求1所述的集流管冲孔模具,其特征在于,所述基板上设有第一限位杆和第一限位孔,所述隔板上设有第二限位杆和第二限位孔,第一限位杆与第二限位孔对应设置,第二限位杆与第一限位孔对应设置。
3.根据权利要求2所述的集流管冲孔模具,其特征在于,所述第一限位杆和第二限位杆均有多个。
4.根据权利要求3所述的集流管冲孔模具,其特征在于,所述定位孔包括第一定位孔和第二定位孔,第一定位孔设置在基板上,第二定位孔设置在隔板上。
5.根据权利要求4所述的集流管冲孔模具,其特征在于,所述隔板设有穿孔,穿孔与冲孔杆对应设置。
6.根据权利要求1所述的集流管冲孔模具,其特征在于,所述安装板两侧设有滑块,滑块与导轨滑动连接。
7.根据权利要求1所述的集流管冲孔模具,其特征在于,所述流体接口至少有两个,两个流体接口对称设置在驱动器两侧。
技术总结
本技术涉及一种集流管冲孔模具,上模固定在安装板上,安装板上设有驱动器,驱动器带动安装板上下移动,所述安装板上设有气腔,气腔与安装板上的流体接口连通,所述上模包括基板和隔板,基板位于安装板下方,基板上设有与气腔连通的气道,多条气道间隔设置,所述基板上设有冲孔杆,冲孔杆具有出气通道,出气通道与气道连通,每条出气通道对应一条气道,所述下模上设有定位组件,多个定位组件间隔设置,导向杆竖直设置在下模上且与上模的定位孔对应设置,弹簧套设在导向杆上,套件套设在导向杆上且抵压弹簧,套件的外壁设有滚动件,多个滚动件间隔设置。本技术能够使冲孔完成后对产品及下模进行清理,避免杂质残留。
技术研发人员:陈继言
受保护的技术使用者:重庆德中精密科技有限公司
技术研发日:20240228
技术公布日:2024/10/24
- 还没有人留言评论。精彩留言会获得点赞!