一种自动矫正位置的机构的制作方法
本技术涉及pcb板装配,特别是一种自动矫正位置的机构。
背景技术:
1、pcb板和后壳装配过程中,需要螺丝锁附组装,两者之间有装配间隙,光靠螺丝锁附不能达到接头和后壳同心,且装配的效率低,装配的精度较差,为此,设计了一种自动矫正位置的机构。
技术实现思路
1、本实用新型的目的是为了解决上述问题,设计了一种自动矫正位置的机构。
2、实现上述目的本实用新型的技术方案为,一种自动矫正位置的机构,包括主安装组件,所述主安装组件上设置有顶升动力组件,所述主安装组件上位于顶升动力组件的两侧设置有顶升导向组件,所述顶升动力组件的输出端设置有浮动矫正组件,所述浮动矫正组件上设置有接头定位组件,所述浮动矫正组件上位于接头定位组件一侧设置有第一定位组件,所述浮动矫正组件上位于接头定位组件远离第一定位组件一侧设置有第二定位组件。
3、作为本技术方案的进一步描述,所述主安装组件包括主安装架,所述主安装架上设置有顶升动力组件。
4、作为本技术方案的进一步描述,所述顶升动力组件包括设置在主安装组件上的顶升动力气缸,所述顶升动力气缸的输出端设置有浮动矫正组件。
5、作为本技术方案的进一步描述,所述顶升导向组件包括设置在主安装组件上位于顶升动力组件两侧的直线轴承,所述直线轴承上设置有线性导向轴,所述线性导向轴的顶端与浮动矫正组件连接。
6、作为本技术方案的进一步描述,所述浮动矫正组件包括设置在顶升动力组件输出端的浮动载板,所述浮动载板上设置有辅助安装座,所述辅助安装座上设置有接头定位组件。
7、作为本技术方案的进一步描述,所述接头定位组件包括设置在浮动矫正组件上的接头定位座。
8、作为本技术方案的进一步描述,所述第一定位组件包括设置在浮动矫正组件上位于接头定位组件一侧的圆形定位销,所述圆形定位销的高度大于接头定位组件的高度。
9、作为本技术方案的进一步描述,所述第二定位组件包括设置在浮动矫正组件上位于接头定位组件远离第一定位组件一侧的菱形定位销,所述菱形定位销的高度大于接头定位组件的高度。
10、其有益效果在于,本技术方案自动矫正位置的机构,结构设计巧妙,实用性较强,且工作运行稳定,运用此自动矫正位置的机构,弥补装配之间的间隙误差,提高了接头和外壳的装配精度,也提高了接头和外壳的装配效率。
技术特征:
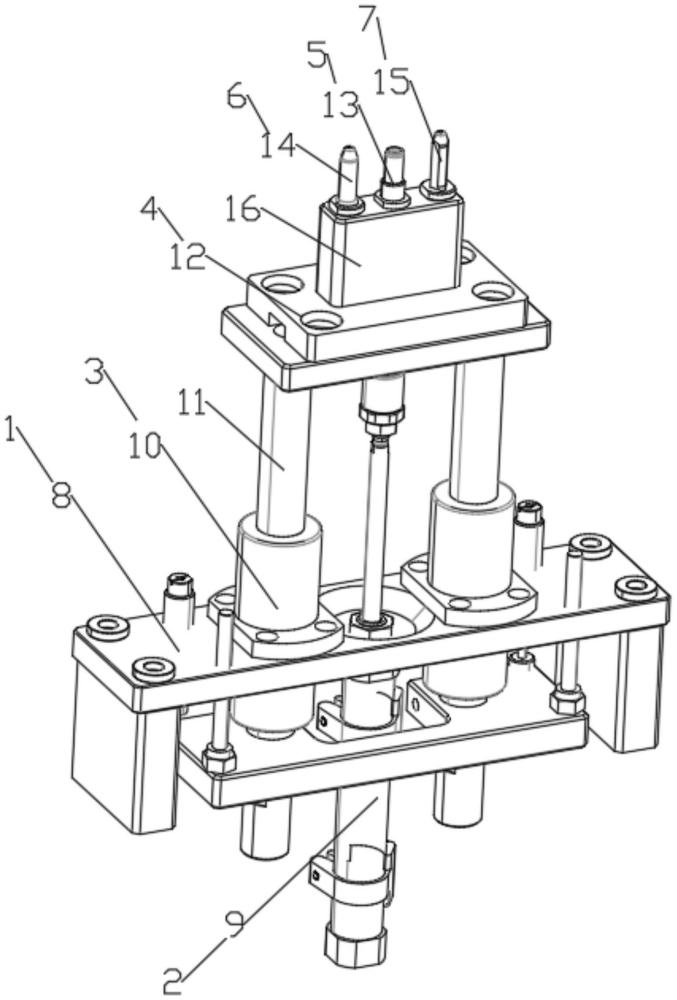
1.一种自动矫正位置的机构,其特征在于,包括主安装组件(1),所述主安装组件(1)上设置有顶升动力组件(2),所述主安装组件(1)上位于顶升动力组件(2)的两侧设置有顶升导向组件(3),所述顶升动力组件(2)的输出端设置有浮动矫正组件(4),所述浮动矫正组件(4)上设置有接头定位组件(5),所述浮动矫正组件(4)上位于接头定位组件(5)一侧设置有第一定位组件(6),所述浮动矫正组件(4)上位于接头定位组件(5)远离第一定位组件(6)一侧设置有第二定位组件(7)。
2.根据权利要求1所述的一种自动矫正位置的机构,其特征在于,所述主安装组件(1)包括主安装架(8),所述主安装架(8)上设置有顶升动力组件(2)。
3.根据权利要求1所述的一种自动矫正位置的机构,其特征在于,所述顶升动力组件(2)包括设置在主安装组件(1)上的顶升动力气缸(9),所述顶升动力气缸(9)的输出端设置有浮动矫正组件(4)。
4.根据权利要求1所述的一种自动矫正位置的机构,其特征在于,所述顶升导向组件(3)包括设置在主安装组件(1)上位于顶升动力组件(2)两侧的直线轴承(10),所述直线轴承(10)上设置有线性导向轴(11),所述线性导向轴(11)的顶端与浮动矫正组件(4)连接。
5.根据权利要求1所述的一种自动矫正位置的机构,其特征在于,所述浮动矫正组件(4)包括设置在顶升动力组件(2)输出端的浮动载板(12),所述浮动载板(12)上设置有辅助安装座(16),所述辅助安装座(16)上设置有接头定位组件(5)。
6.根据权利要求1所述的一种自动矫正位置的机构,其特征在于,所述接头定位组件(5)包括设置在浮动矫正组件(4)上的接头定位座(13)。
7.根据权利要求1所述的一种自动矫正位置的机构,其特征在于,所述第一定位组件(6)包括设置在浮动矫正组件(4)上位于接头定位组件(5)一侧的圆形定位销(14),所述圆形定位销(14)的高度大于接头定位组件(5)的高度。
8.根据权利要求1所述的一种自动矫正位置的机构,其特征在于,所述第二定位组件(7)包括设置在浮动矫正组件(4)上位于接头定位组件(5)远离第一定位组件(6)一侧的菱形定位销(15),所述菱形定位销(15)的高度大于接头定位组件(5)的高度。
技术总结
本技术公开了一种自动矫正位置的机构,包括主安装组件,所述主安装组件上设置有顶升动力组件,所述主安装组件上位于顶升动力组件的两侧设置有顶升导向组件,所述顶升动力组件的输出端设置有浮动矫正组件,所述浮动矫正组件上设置有接头定位组件,所述浮动矫正组件上位于接头定位组件一侧设置有第一定位组件,所述浮动矫正组件上位于接头定位组件远离第一定位组件一侧设置有第二定位组件。本技术的有益效果是,本技术方案自动矫正位置的机构,结构设计巧妙,实用性较强,且工作运行稳定,运用此自动矫正位置的机构,弥补装配之间的间隙误差,提高了接头和外壳的装配精度,也提高了接头和外壳的装配效率。
技术研发人员:莫晖,邓权
受保护的技术使用者:苏州英维特精密机械有限公司
技术研发日:20240229
技术公布日:2025/2/5
- 还没有人留言评论。精彩留言会获得点赞!