一种可快速换刀的门窗加工用铣床的制作方法
本技术涉及机床设备,具体的,涉及一种可快速换刀的门窗加工用铣床。
背景技术:
1、机床主要是利用刀具对待加工的工件进行车、削、铣等加工的一种设备,其中常用的有钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等一系列刀具。
2、在实际加工中一般一个机床只会执行一道工序,进行一种操作;例如门窗的加工过程中,若一个设备只能进行一种加工步骤,门窗上不同部位处的加工要求也存在不同,工件则需要在多台设备之间进行往返,重复进行固定、拆除作业,过程繁琐,工作量大;并且多次拆装造成工件加工原点发生偏移,降低加工精度;同时,针对型号大小不同的工件,相似的位置,其加工要求也会存在不同,因此需要对现有技术进行改进升级。
技术实现思路
1、本实用新型提出一种可快速换刀的门窗加工用铣床,解决了相关技术中有多个加工工序要求的工件,在多台设置之间多次拆装造成工件加工原点偏移,整体加工精度低的问题。
2、本实用新型的技术方案如下:
3、一种可快速换刀的门窗加工用铣床,包括:
4、基架,所述基架用于承载工件;
5、升降臂,所述升降臂转动设置在所述基架上;
6、伸缩横臂,所述伸缩横臂设置在所述升降臂上;
7、持刀臂,所述持刀臂设置在所述伸缩横臂上,所述持刀臂用于夹持刀具;
8、换刀单元,所述换刀单元包括:
9、固刀架,所述固刀架相对于所述基架转动设置,所述固刀架位于所述伸缩横臂一侧,所述固刀架用于承载并固定所述刀具。
10、作为进一步的技术方案,所述固刀架数量为两个,两个所述固刀架之间形成固刀间隙,所述固刀间隙用于存放所述刀具;
11、所述换刀单元还包括:
12、托架,所述托架滑动设置在所述基架上,所述固刀架转动设置在所述托架上;
13、弹簧一,所述弹簧一设置在位于两个所述固刀架中间,所述弹簧一的两端分别作用在两个所述固刀架上,
14、直线驱动器,所述直线驱动器设置在所述基架上,所述直线驱动器用于驱动所述托架滑动。
15、作为进一步的技术方案,所述固刀架用于夹持所述刀具的一侧具有内圆弧面。
16、作为进一步的技术方案,所述内圆弧面远离所述托架的一侧具有外圆弧面,所述外圆弧面用于引导所述刀具进入所述固刀间隙。
17、作为进一步的技术方案,所述换刀单元还包括:
18、转动头,所述转动头转动设置在所述固刀架上,所述弹簧一的两端分别与所述转动头固定连接。
19、作为进一步的技术方案,所述换刀单元还包括:
20、限位杆,所述限位杆数量为两个,两个所述限位杆对称分布在两个所述固刀架之间,所述固刀架转动时,所述限位杆与所述固刀架抵接或取消抵接。
21、作为进一步的技术方案,所述换刀单元还包括:
22、导向条,所述导向条设置在所述基架上,所述导向条数量为若干个,若干个所述导向条分布在所述托架的两侧。
23、作为进一步的技术方案,还包括夹持单元,所述夹持单元包括:
24、夹持柱,所述夹持柱设置在所述基架上;
25、摆杆,所述摆杆滑动且转动设置在所述夹持柱上,所述摆杆转动后,所述摆杆与所述工件的上端面抵接或取消抵接。
26、作为进一步的技术方案,所述夹持单元还包括:
27、侧推板,所述侧推板滑动设置在所述基架上;
28、弹簧二,所述弹簧二设置在所述基架上,所述弹簧二的两端分别作用在所述侧推板和所述基架上。
29、作为进一步的技术方案,所述夹持单元还包括:
30、导向杆,所述导向杆滑动设置在所述基架上,所述导向杆与所述侧推板固定连接,所述导向杆上开设有若干个锁止槽;
31、锁止销,所述锁止销滑动设置在所述基架上,所述锁止销滑动后,所述锁止销卡接到所述锁止槽内或取消卡接。
32、本实用新型的工作原理及有益效果为:
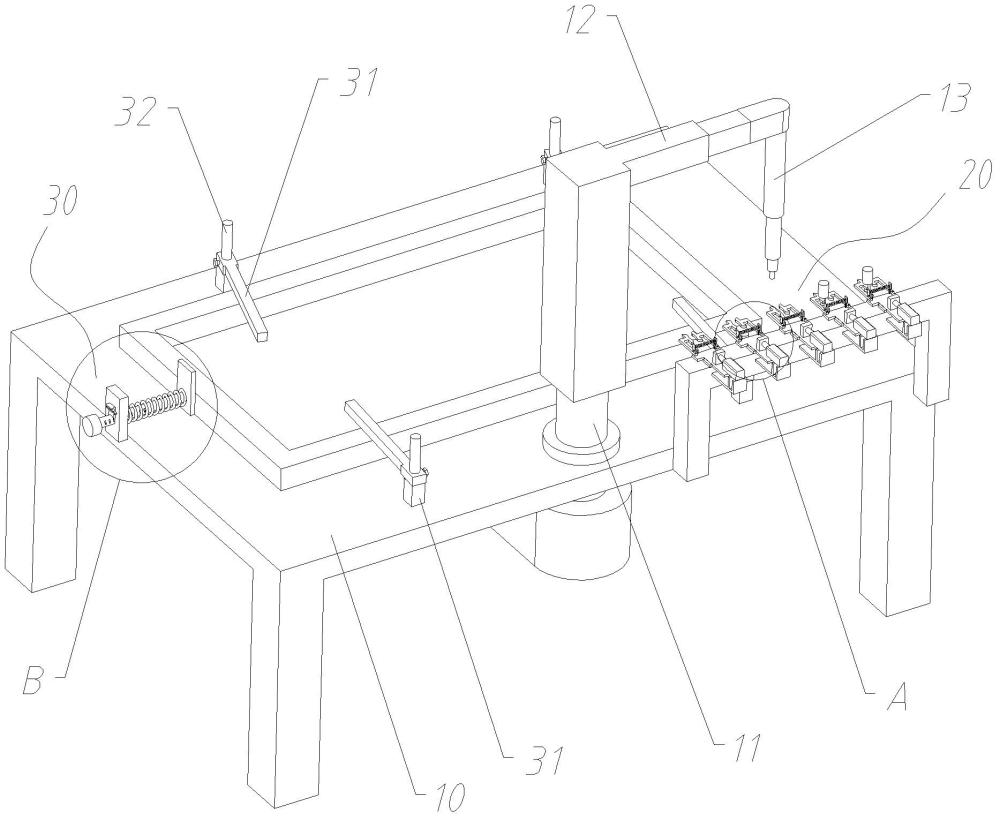
33、本实用新型中,铣床具体的包括基架、升降臂、伸缩横臂、持刀臂和换刀单元,换刀单元包括固刀架、托架、弹簧一和直线驱动器;换刀单元数量为若干个,若干个换刀单元间隔分布在基架上;持刀臂上具有电力驱动的内置电机;工作时,将工件放置到基架的工作台上,启动内置电机驱动刀具进行转动,完成工件的加工作业;若干个换刀单元分别单独与外置控制器电连接;升降臂借助外置驱动器进行转动;伸缩横臂借助外置液压系统进行伸缩变化;升降臂借助外置液压系统进行自身高度的升降变化;外置驱动器和外置液压系统分别与外置控制器电连接;直线驱动器选用油缸或气缸,直线驱动器与外置控制器电连接。
34、过程中,当需要更换刀具时,借助外置控制器,启动外置驱动器,外置驱动器带动升降臂和伸缩横臂向靠近固刀架的方向进行转动,伸缩横臂转动一定角度后停止转动,此时持刀臂位于固刀架一侧;然后外置控制器启动外置液压系统,外置液压系统驱动伸缩横臂进行伸缩变化,伸缩横臂带动持刀臂和刀具同步移动,直到持刀臂移动到没有刀具的固刀架一侧时,外置液压系统停止动力输出;然后,外置控制器启动直线驱动器,直线驱动器输出的动力推动托架、弹簧一和固刀架一起滑动,滑动方向是逐渐靠近持刀臂的方向;固刀架移动过程中,两个固刀架上的外圆弧面先与刀具发生挤压接触,借助刀具的挤压,两个固刀架向相互远离的方向进行转动,此时两个固刀架之间的固刀间隙逐渐变大;两个固刀架相互远离转动时,弹簧一伸长并积蓄弹力;当固刀架越过外圆弧面与内圆弧面发生挤压接触后,借助弹簧一提供的弹力,两个固刀架夹持在刀具的左右两侧,完成刀具的夹持固定;然后持刀臂释放刀具,升降臂开始上升,持刀臂与刀具发生分离;固刀架带着刀具恢复到初始位置;此时完成了刀具卸载。
35、然后,外置控制器再次启动外置液压系统,外置液压系统带动持刀臂开始移动,直到持刀臂移动到待使用的刀具一侧时,伸缩横臂停止伸缩变化;然后,在外置控制器的调控下,相对应的直线驱动器推动固刀架发生移动,使承载有待使用刀具的固刀架向靠近持刀臂的方向滑动,固刀架滑动一定距离后停止滑动,此时待使用的刀具位于持刀臂的下方;然后升降臂开始下降,直到持刀臂与待使用刀具完成连接;然后,在外置控制器的调控下,相对应的直线驱动器带着固刀架恢复到初始位置,此时第二个换刀单元中的固刀架向远离刀具的方向滑动,刀具在固刀间隙内滑动,并依次与内圆弧面和外圆弧面发生挤压接触,固刀架相应的发生一定角度的转动,最后在弹簧一的作用下,两个固刀架相互靠近,完成刀具与固刀架的分离;然后托架恢复到初始位置,等待下一次刀具的卸载;然后,在外置驱动器的驱动下升降臂带着伸缩横臂和持刀臂向远离固刀架的方向转动,持刀臂在控制器的调控下,开始对工件进行加工处理。
技术特征:
1.一种可快速换刀的门窗加工用铣床,其特征在于,包括:
2.根据权利要求1所述的一种可快速换刀的门窗加工用铣床,其特征在于,还包括夹持单元(30),所述夹持单元(30)包括:
3.根据权利要求2所述的一种可快速换刀的门窗加工用铣床,其特征在于,所述夹持单元(30)还包括:
4.根据权利要求3所述的一种可快速换刀的门窗加工用铣床,其特征在于,所述夹持单元(30)还包括:
技术总结
本技术涉及机床设备技术领域,提出了一种可快速换刀的门窗加工用铣床,包括基架,基架用于承载工件;升降臂,升降臂转动设置在基架上;伸缩横臂,伸缩横臂设置在升降臂上;持刀臂,持刀臂设置在伸缩横臂上,持刀臂用于夹持刀具;换刀单元,换刀单元包括:固刀架,固刀架相对于基架转动设置,固刀架位于伸缩横臂一侧,固刀架用于承载并固定刀具;通过上述技术方案,解决了相关技术中有多个加工工序要求的工件,在多台设置之间多次拆装造成工件加工原点偏移,整体加工精度低的问题。
技术研发人员:刘荣会,田二新,宋智朝
受保护的技术使用者:河北卓正建筑材料制造有限公司
技术研发日:20240229
技术公布日:2024/11/7
- 还没有人留言评论。精彩留言会获得点赞!