一种防止焊接冷却水回路漏水的装置的制作方法
本技术涉及一种电阻焊接装置,尤其涉及一种防止焊接冷却水回路漏水的装置。
背景技术:
1、自动化电阻焊接是一种先进的焊接工艺,它结合了现代控制技术和电阻焊接原理,实现了焊接过程的自动化和智能化。这种焊接方法主要用于金属材料的连接,特别是在汽车、航空航天、家电、电子等行业中有着广泛的应用。自动化电阻焊接的基本原理是利用电流通过接触的两个金属表面时产生的电阻热来进行焊接。当电流通过金属接触点时,由于电阻的存在,会产生大量的热量,使金属局部熔化并形成焊接接头。通过控制电流的大小、通电时间和压力等因素,可以实现焊接接头的质量和强度的精确控制。
2、目前机器人自动化电阻焊接每焊接4000点左右就需要更换一次电极帽,其原因是在电阻焊接过程中,电极帽与工件之间会产生接触压力和电阻热,导致电极帽表面磨损。随着焊接次数的增加,电极帽的磨损会逐渐加剧,从而影响焊接质量和稳定性。如果继续使用磨损严重的电极帽,可能会对焊接设备的其他部件造成损坏,增加维修成本。
3、由于焊枪在使用过程中,为了使用确保电极帽的使用寿命以及焊接效果,需要对其进行冷却处理,因此就会在焊枪内部设置有冷却水回路管道,当更换电极帽时,焊枪内部的冷却水会流出,这些流出的冷却水不仅会导致焊接场地地面变得湿滑,还会对焊枪的其他部件造成影响,从而影响焊枪的使用。
技术实现思路
1、本实用新型克服了现有技术的不足,提供一种防止焊接冷却水回路漏水的装置。
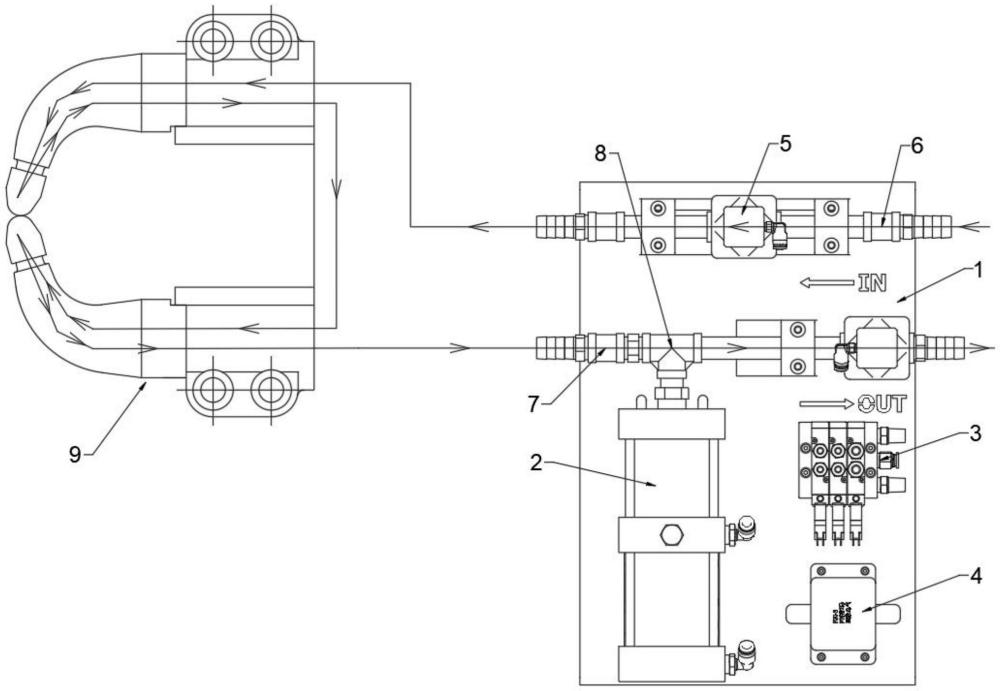
2、为达到上述目的,本实用新型采用的技术方案为:一种防止焊接冷却水回路漏水的装置,包括:安装板,安装在所述安装板上的负压发生器、电磁阀、接线盒、气控阀、进水管道以及出水管道。
3、所述负压发生器与所述出水管道通过三通管接头相连,所述负压发生器与所述出水管道呈垂直状排布,所述电磁阀用于控制所述负压发生器的开启。从而确保冷却水能够顺畅的进入负压发生器内,确保工作效率。
4、所述气控阀具有两组,且分别安装在所述进水管道、出水管道处,所述进水管道的一端与焊枪进水管连接,所述出水管道的一端与焊枪回水管连接。从而使得进出水管道的开关控制更便利。
5、本实用新型一个较佳实施例中,所述焊枪回水管的水路有且仅有一条,且具有独立阀门控制。从而简化水路设计布局,降低出错概率,降低维修成本,扩宽使用范围。
6、本实用新型一个较佳实施例中,所述焊枪回水管的连接方法采用并联接法或串联接法中的其中一种。
7、本实用新型一个较佳实施例中,所述进水管道、出水管道以及焊枪的进出水管均不可对折。从而能够避免冷却水在流动过程中产生涡流、湍流的情况,从而影响冷却水的正常流通。
8、本实用新型一个较佳实施例中,冷却水收集过程中,依次关闭进水管道处的气控阀和出水管道处的气控阀。
9、本实用新型一个较佳实施例中,依次关闭所述气控阀的时间间隔为2~3秒。从而可以减小管道内的压力冲击,提高稳定性,并且还能够有效的延长设备的使用寿命。
10、本实用新型一个较佳实施例中,所述接线盒用于连接电磁阀控制线。
11、本实用新型一个较佳实施例中,所述进水管道的另一端连接有外部进水管,所述出水管道的另一端连接有外部回水管。
12、本实用新型一个较佳实施例中,所述进水管道与出水管道的两端均设置有宝塔口接头。
13、本实用新型一个较佳实施例中,多组所述宝塔口接头的规格一致。
14、本实用新型解决了背景技术中存在的缺陷,本实用新型具备以下有益效果:
15、(1)通过设置有负压发生器、气控阀、进水管道以及出水管道,进而在使用时,关闭进水管道和出水管道的气控阀后负压发生器启动,并且负压发生装置让冷却水回路产生负压,在负压状态下,回路内部的气压低于外部大气压并形成了一个向内的吸力,这种吸力会抵消或至少大大减少由于拆卸电极帽而产生的任何潜在的向外力量,从而防止了冷却水的泄漏。从而能够抑制换电极帽时冷却水的流出,防止焊接产线内由于冷却水造成的设备损伤。从而解决了现有技术中拆开电极帽时,内部冷却水会流出而导致地面湿滑的问题。
16、(2)通过设置在进水管道和出水管道处均设置气控阀,进而在使用时,可以更方便有效的控制进出水管道的开启状态,同时便于控制和检查进出水管道的密封情况,从而确保负压发生器的正常工作。
17、(3)通过设置有且仅有一条水路的焊枪回水管,进而在使用时,采用单一的回水管路不仅能够简化设计和布局,降低出错率,还能够便于操作和维修,降低维修成本。同时还能够避免由多水路带来的水流不均、泄流等情况的发生。
技术特征:
1.一种防止焊接冷却水回路漏水的装置,包括:安装板(1),安装在所述安装板(1)上的负压发生器(2)、电磁阀(3)、接线盒(4)、气控阀(5)、进水管道(6)以及出水管道(7);其特征在于:
2.根据权利要求1所述的一种防止焊接冷却水回路漏水的装置,其特征在于:所述焊枪(9)回水管的水路有且仅有一条,且具有独立阀门控制。
3.根据权利要求1所述的一种防止焊接冷却水回路漏水的装置,其特征在于:所述焊枪(9)回水管的连接方法采用并联接法或串联接法中的其中一种。
4.根据权利要求1所述的一种防止焊接冷却水回路漏水的装置,其特征在于:所述进水管道(6)、出水管道(7)以及焊枪(9)的进出水管均不可对折。
5.根据权利要求1所述的一种防止焊接冷却水回路漏水的装置,其特征在于:冷却水收集过程中,依次关闭进水管道(6)处的气控阀(5)和出水管道(7)处的气控阀(5)。
6.根据权利要求1所述的一种防止焊接冷却水回路漏水的装置,其特征在于:依次关闭所述气控阀(5)的时间间隔为2~3秒。
7.根据权利要求1所述的一种防止焊接冷却水回路漏水的装置,其特征在于:所述接线盒(4)用于连接电磁阀(3)控制线。
8.根据权利要求1所述的一种防止焊接冷却水回路漏水的装置,其特征在于:所述进水管道(6)的另一端连接有外部进水管,所述出水管道(7)的另一端连接有外部回水管。
9.根据权利要求1所述的一种防止焊接冷却水回路漏水的装置,其特征在于:所述进水管道(6)与出水管道(7)的两端均设置有宝塔口接头。
10.根据权利要求9所述的一种防止焊接冷却水回路漏水的装置,其特征在于:多组所述宝塔口接头的规格一致。
技术总结
本技术公开了一种防止焊接冷却水回路漏水的装置,包括:安装板,安装在所述安装板上的负压发生器、电磁阀、接线盒、气控阀、进水管道以及出水管道。所述负压发生器与所述出水管道通过三通管接头相连,所述负压发生器与所述出水管道呈垂直状排布,所述电磁阀用于控制所述负压发生器的开启。所述气控阀具有两组,且分别安装在所述进水管道、出水管道处,所述进水管道的一端与焊枪进水管连接,所述出水管道的一端与焊枪回水管连接。负压发生装置让冷却水回路产生负压,在负压状态下,回路内部的气压低于外部大气压并形成了一个向内的吸力,这种吸力会抵消或至少大大减少由于拆卸电极帽而产生的任何潜在的向外力量,从而防止了冷却水的泄漏。
技术研发人员:旭玲奈
受保护的技术使用者:旭玲奈
技术研发日:20240305
技术公布日:2024/11/18
- 还没有人留言评论。精彩留言会获得点赞!