一种三通管焊接装置的制作方法
本技术属于管材加工,具体涉及一种三通管焊接装置。
背景技术:
1、目前,现有的三通管件焊接加工存在着重度依赖人工操作的问题,加工过程中需要大量人工介入,效率低下且易发生操作失误。这种情况下,安全隐患增加,且加工效率低下成为制约产能提升的重要因素。
技术实现思路
1、为了解决上述现有技术存在的缺陷,本实用新型提出一种三通管焊接装置。
2、本实用新型采用的技术方案如下:
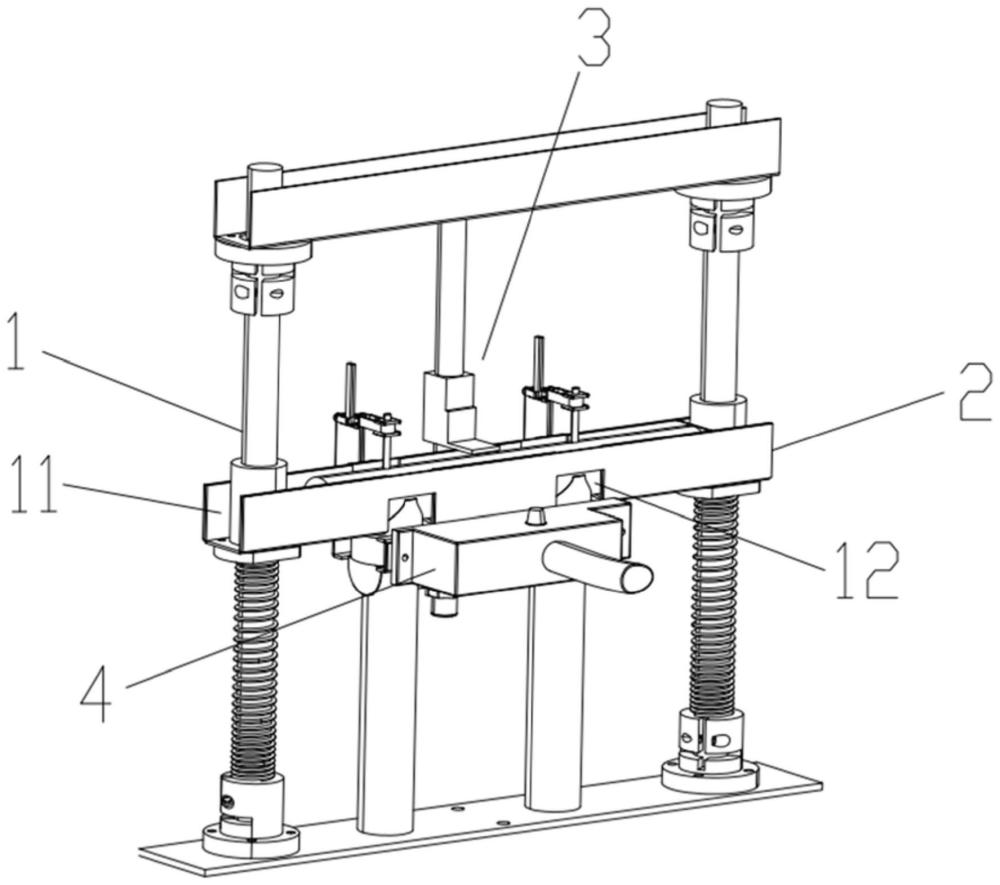
3、一种三通管焊接装置,包括:
4、机架,所述机架作为整个设备的主体支撑结构,由底板、导向柱以及顶板组成,所述导向柱的两端分别与底板以及顶板固定连接;
5、固定模,所述固定模用于固定待焊接的管材,两端分别与导向柱通过滑套滑动连接;
6、定位组件,所述定位组件用于将固定模在导向柱上的位置进行定位;
7、加热组件,所述加热组件套接固定在管材的焊接点,通过对焊接点进行高温加热。
8、优选的,所述底板为长条形的平板,顶板也为长条状,其横截面“匚”字形。
9、优选的,所述导向柱包括滑杆以及滑杆两端的固定工装,固定工装套设在滑杆上,且分别与底板以及顶板通过螺栓组件固定连接。
10、优选的,所述三通管材的形状为“π”字形,其包括主管以及两个相互平行的支管,所述支管与主管的连接处即为焊接点。
11、进一步的,所述底板上还设置有两个支管定位座(18),三通管的支管套在支管定位座。
12、进一步的,滑杆两端的固定工装结构相同,均包括套筒,套筒套设在滑杆上,套筒底部设置有连接法兰,连接法兰通过螺栓组件分别与顶板或者底板固定连接。
13、优选的,固定模的横截面为“匚”形,固定模内部设置有与管材形状适配的嵌合腔,嵌合腔内部横截面为圆弧状,呈水平方向布设,固定模两端分别与滑杆通过滑套滑动连接,固定模底部还对应开设有两个支管穿过的开口。
14、进一步的,所述加热组件结构包括:200w双头热熔器、耐高温隔热条、热熔器固定槽、加热模块以及导热座,加热模块为200w双头热熔器的导热输出端,加热模块形状为圆环状,其两侧固定安装在热熔器固定槽,热熔器固定槽与200w双头热熔器之间还设置有耐高温隔热条,在加热模块(2内部还设置有与三通管形状适配的导热座,三通管的主管平放在导热座上部,支管竖直穿过导热座。
15、进一步的,所述导热座上部为马鞍型,下部为半圆凸型。
16、综上所述,采用了上述技术方案,这种三通管焊接装置具有以下有益效果:
17、1)管材固定及定位准确:固定模通过滑套与导向柱连接,能够有效固定管材,而定位组件能够确保固定模在导向柱上的准确定位,保证了焊接过程中管材的稳定性和准确性。
18、2)焊接效果优良:加热组件采用了马鞍型热熔模型,通过高温加热焊接点,实现了热熔焊接,能够确保焊接质量和牢固度。
19、3)操作简便高效:设备结构设计合理,操作简便,能够大大提高焊接效率,减少人工干预,降低操作失误的发生。
20、4)多重安全保障:导向柱、固定模和加热组件的结构设计均考虑到了安全因素,使焊接过程更加安全可靠。
21、综上所述,这种三通管焊接装置能够有效提高焊接效率,保证焊接质量,降低操作风险,具有较高的实用价值和市场前景。
技术特征:
1.一种三通管焊接装置,其特征在于,包括:
2.根据权利要求1所述的一种三通管焊接装置,其特征在于,所述底板为长条形的平板,顶板也为长条状,其横截面“匚”字形。
3.根据权利要求1所述的一种三通管焊接装置,其特征在于,所述导向柱包括滑杆以及滑杆两端的固定工装,固定工装套设在滑杆上,且分别与底板以及顶板通过螺栓组件固定连接。
4.根据权利要求1所述的一种三通管焊接装置,其特征在于,所述三通管材的形状为“π”字形,其包括主管以及两个相互平行的支管,所述支管与主管的连接处即为焊接点。
5.根据权利要求4所述的一种三通管焊接装置,其特征在于,所述底板上还设置有两个支管定位座(18),三通管的支管套在支管定位座(18)。
6.根据权利要求3所述的一种三通管焊接装置,其特征在于,滑杆两端的固定工装结构相同,均包括套筒,套筒套设在滑杆上,套筒底部设置有连接法兰,连接法兰通过螺栓组件分别与顶板或者底板固定连接。
7.根据权利要求1所述的一种三通管焊接装置,其特征在于,固定模的横截面为“匚”形,固定模内部设置有与管材形状适配的嵌合腔,嵌合腔内部横截面为圆弧状,呈水平方向布设,固定模两端分别与滑杆通过滑套滑动连接,固定模底部还对应开设有两个支管穿过的开口。
8.根据权利要求7所述的一种三通管焊接装置,其特征在于,所述加热组件结构包括:200w双头热熔器、耐高温隔热条、热熔器固定槽、加热模块以及导热座,加热模块为200w双头热熔器的导热输出端,加热模块形状为圆环状,其两侧固定安装在热熔器固定槽,热熔器固定槽与200w双头热熔器之间还设置有耐高温隔热条,在加热模块内部还设置有与三通管形状适配的导热座,三通管的主管平放在导热座上部,支管竖直穿过导热座。
9.根据权利要求8所述的一种三通管焊接装置,其特征在于,所述导热座上部为马鞍型,下部为半圆凸型。
技术总结
本技术属于管材加工技术领域,具体涉及一种三通管焊接装置。包括:机架,所述机架作为整个设备的主体支撑结构,由底板、导向柱以及顶板组成,所述导向柱的两端分别与底板以及顶板固定连接;固定模,所述固定模用于固定待焊接的管材,两端分别与导向柱通过滑套滑动连接,定位组件,所述定位组件用于将固定模在导向柱上的位置进行定位;加热组件,所述加热组件套接固定在管材的焊接点,通过对焊接点进行高温加热。其目的在于,提高焊接效率并降低人工操作的依赖性,从而减少操作失误和安全隐患,进而促进产能提升。
技术研发人员:高玉斌,陈胜,张海迹
受保护的技术使用者:成都佰恩特环保科技有限公司
技术研发日:20240305
技术公布日:2024/10/31
- 还没有人留言评论。精彩留言会获得点赞!