铰杯护套组装模块的制作方法
本技术属于铰链装配生产,具体涉及一种铰杯护套组装模块。
背景技术:
1、铰链是用来连接两个相对独立的固体并使两者之间能够做相对转动的机械装置。铰链主要由底座、调节块、摇杆、弹簧、油缸和外固定等部件组装而成的,在传统的铰链装配工艺中,大部分还在利用人工配合半自动设备的形成进行组装生产,如装配外固定时,需要将外固定、摇杆和调节块的铆接孔对准后,将u形销铆钉于三者对应的铆钉孔内,若仅仅沿用传统的人工装配工艺,其不仅造成生产效率低下,并且难以保障产品的一致性。
2、为此,公告号为“cn212351050u”的一种铰链组装设备,包括底座调节块组件组装站、摇杆组装站、油缸组件组装站以及u形销组装站,底座调节块组件组装站、摇杆组装站、油缸组件组装站和u形销组装站通过贯穿设置的载具输送带顺次连接成铰链组装设备,载具输送带承载有多个用于容置或卡装工件的铰链载具,u形销组装站设置有第四机架,第四机架的前端设置有u形销装配机构,u形销装配机构的两侧分别设置有外固定上料机构和u形销上料机构,在第四机架的中部沿着载具输送带的输送方向设置有铆钉检漏机构和成品下料机构。通过设置四个相对独立工作的铰链组装站同时对铰链的各个部件进行组装,其大大提高了铰链的生产效率和装配精度。
3、但是,对于上述铰链自动化生产设备,虽然通过载具输送带承载有多个用于容置或卡装工件的铰链载具,来对铰链直线输送进行装配,在使用过程中仍然存在以下较为明显的缺陷:在对铰链利用载具输送线进行输送时由于为直线输送至每个工位,而在输送至每个工位之前因为此工位没有对铰链加工完成,从而使上一工位完成加工的铰链会拥挤堵在载具输送线上,进而会导致铰链积压无法装配的问题出现。
技术实现思路
1、本实用新型的目的在于提供一种铰杯护套组装模块,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种铰杯护套组装模块,包括:
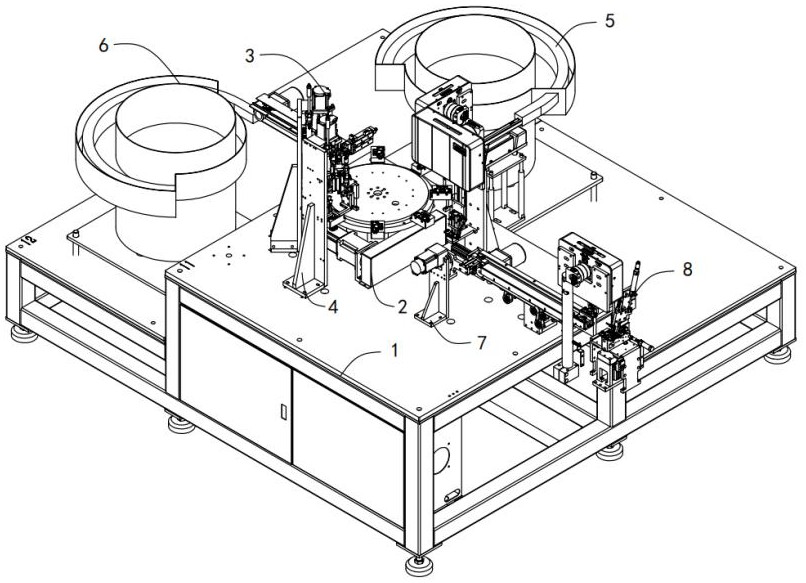
3、机架模块,所述机架模块的上端面一侧旋转设有用于对铰杯旋转分料组装的分度盘模块,所述分度盘模块的一边侧设有对铰杯组装后进行螺丝锁紧的锁铰杯螺丝模块以及配合锁铰杯螺丝模块对铰杯外侧螺丝进行锁紧的外侧锁铰杯螺丝模块,且锁铰杯螺丝模块和外侧锁铰杯螺丝模块的组成结构相同,所述机架模块的端部设有配合分度盘模块进行胶套夹持上料的胶套上料模块,且胶套上料模块的一侧设有对铰杯输送以及夹持上料至分度盘模块上的铰杯上料模块,所述外侧锁铰杯螺丝模块的一侧设有对分度盘模块上的成品铰杯夹持翻转和搬运的翻转搬运下料模块,且翻转搬运下料模块的一侧设有对翻转搬运的成品铰杯下料输送至的皮带运输模块;
4、所述分度盘模块包括在机架模块上端通过支架上设有的桌面型分割器转动安装有分度盘大板,所述分度盘大板的上端边侧等距安装有多个对铰杯旋转组装的铰杯转盘夹具件,所述铰杯转盘夹具件开设有对铰杯上料放置定位的铰杯定位腔,所述分度盘大板的一侧并且位于机架模块的上端通过安装架安装有减速驱动电机组,且减速驱动电机组通过皮带传动与分度盘大板底部连接的桌面型分割器传动连接。
5、优选的,所述胶套上料模块包括胶套上料振动盘,所述胶套上料振动盘的出料端对接架设有胶套直振料道,所述胶套直振料道的末端通过支架安装有对胶套夹持上料至分度盘模块上的胶套气动夹爪,所述胶套气动夹爪的垂直底侧通过支架安装有胶套气动分料夹具,且胶套气动分料夹具的一端与胶套直振料道对接进行输料定位,使胶套通过胶套上料振动盘对胶套进行振动输送,并且使胶套输送至胶套气动分料夹具中,同时利用胶套气动夹爪抓取夹套转移放置在铰杯定位腔内定位进行旋转输送至每个装配加工工位。
6、优选的,所述铰杯上料模块包括铰杯上料振动盘,所述铰杯上料振动盘的出料一端通过固定架安装有铰杯输送线,所述铰杯输送线的末端一侧通过支架安装有气动分料块,所述气动分料块的对应一侧通过立杆支架安装有对铰杯夹持至分度盘模块上的气动铰杯夹爪件,使铰杯通过铰杯上料振动盘对铰杯振动输送,利用铰杯输送线输送至气动铰杯夹爪件的底侧,并且通过气动铰杯夹爪件抓取铰杯转移放置在铰杯定位腔内与胶套装配组合。
7、优选的,所述锁铰杯螺丝模块和外侧锁铰杯螺丝模块均包括立板架,所述立板架的上端安装有伺服电机,所述伺服电机的转轴底端通过减速齿箱连接批头构件,所述立板架的一面竖直设有滑轨,且滑轨上滑动设有滑块,且滑块上安装有用于对铰杯压紧的铰杯气动压件并且位于分度盘模块的边侧垂直上端,用于对分度盘大板上的铰杯与胶套的组合体依次进行内外侧通过螺丝进行锁紧。
8、优选的,所述翻转搬运下料模块包括下料模块箱,所述下料模块箱通过支架安装在分度盘模块的边侧,且支架一面滑动安装有对分度盘模块上的成品铰杯夹取的推料气动件,所述推料气动件对应的位置设有稳定架,所述稳定架端部开设有的凹槽中安装有伺服驱动电机,所述伺服驱动电机的转轴一端转动连接有中空旋转平台,所述中空旋转平台通过连接有的输出板上安装有铰杯气动翻转夹爪,使成品铰杯通过分度盘大板旋转至翻转搬运下料模块的工位后利用推料气动件对成品铰杯夹取,并且利用中空旋转平台旋转放置在皮带输送线上输送至下一装配工位。
9、优选的,所述皮带运输模块包括皮带输送线,所述皮带输送线的末端一侧通过装配架安装有伺服减速箱,所述伺服减速箱设有对成品铰杯夹持并滑动的出料气动夹爪,所述皮带输送线的末端连接有挡料夹具座,所述挡料夹具座的一侧设有安装在机架模块一侧边端的气动定位夹座,所述气动定位夹座的一侧面通过支架滑动安装有对弹簧组装压入至铰杯中的气动组装压具,所述皮带输送线的起始端位于分度盘模块的一侧,且推料气动件与铰杯气动翻转夹爪设置在皮带输送线起始端的两侧,使皮带输送线对组装后的铰杯输送至末端并且利用挡料气动夹座夹持,然后通过气动组装压具将弹簧压入至铰杯内指定的位置,便可完成对铰杯的组装。
10、与现有技术相比,本实用新型的技术效果和优点:该铰杯护套组装模块,通过机架模块上分度盘模块、锁铰杯螺丝模块、外侧锁铰杯螺丝模块、胶套上料模块、铰杯上料模块、翻转搬运下料模块、皮带运输模块的组合联动下,使胶套上料模块将胶套输送并气动夹持放置在分度盘模块中的铰杯定位腔中,并且分度盘模块旋转让胶套至铰杯上料工位,利用铰杯上料模块对铰杯振动输并夹持铰杯放置在铰杯定位腔中的胶套上端进行组装,随后铰杯组装件通过分度盘模块顺时针转动至锁铰杯螺丝模块工位处利用螺丝对铰杯组装件锁紧,同时通过外侧锁铰杯螺丝模块对铰杯组装件外侧进行螺丝锁紧组装,然后分度盘模块继续顺时针转动翻转搬运下料模块的工位处,使翻转搬运下料模块对铰杯组装件进行输送并夹持翻转至皮带运输模块上输出,便可完成对铰杯的组装加工,并且通过分度盘模块对铰杯组装件的转动输送,有利于加快铰杯的组装以及输送,同时每个工位都是独立顺时针方向设置对铰杯按顺序进行组装的,而不会出现铰杯输料线出现积压堵料而无法装配的问题出现,可有效提升铰杯的组装进度。
技术特征:
1.一种铰杯护套组装模块,其特征在于,包括:
2.根据权利要求1所述的一种铰杯护套组装模块,其特征在于:所述胶套上料模块(5)包括胶套上料振动盘(13),所述胶套上料振动盘(13)的出料端对接架设有胶套直振料道(14),所述胶套直振料道(14)的末端通过支架安装有对胶套夹持上料至分度盘模块(2)上的胶套气动夹爪(15),所述胶套气动夹爪(15)的垂直底侧通过支架安装有胶套气动分料夹具(16),且胶套气动分料夹具(16)的一端与胶套直振料道(14)对接进行输料定位。
3.根据权利要求1所述的一种铰杯护套组装模块,其特征在于:所述铰杯上料模块(6)包括铰杯上料振动盘(17),所述铰杯上料振动盘(17)的出料一端通过固定架安装有铰杯输送线(18),所述铰杯输送线(18)的末端一侧通过支架安装有气动分料块(19),所述气动分料块(19)的对应一侧通过立杆支架安装有对铰杯夹持至分度盘模块(2)上的气动铰杯夹爪件(20)。
4.根据权利要求1所述的一种铰杯护套组装模块,其特征在于:所述锁铰杯螺丝模块(3)和外侧锁铰杯螺丝模块(4)均包括立板架(21),所述立板架(21)的上端安装有伺服电机(22),所述伺服电机(22)的转轴底端通过减速齿箱连接批头构件(23),所述立板架(21)的一面竖直设有滑轨,且花滑轨上滑动设有滑块,且滑块上安装有用于对铰杯压紧的铰杯气动压件(24)并且位于分度盘模块(2)的边侧垂直上端。
5.根据权利要求1所述的一种铰杯护套组装模块,其特征在于:所述翻转搬运下料模块(7)包括下料模块箱(36),所述下料模块箱(36)通过支架安装在分度盘模块(2)的边侧,且支架一面滑动安装有对分度盘模块(2)上的成品铰杯夹取的推料气动件(25),所述推料气动件(25)对应的位置设有稳定架(26),所述稳定架(26)端部开设有的凹槽中安装有伺服驱动电机(27),所述伺服驱动电机(27)的转轴一端转动连接有中空旋转平台(28),所述中空旋转平台(28)通过连接有的输出板上安装有铰杯气动翻转夹爪(29)。
6.根据权利要求1所述的一种铰杯护套组装模块,其特征在于:所述皮带运输模块(8)包括皮带输送线(30),所述皮带输送线(30)的末端一侧通过装配架安装有伺服减速箱(31),所述伺服减速箱(31)设有对成品铰杯夹持并滑动的出料气动夹爪(32),所述皮带输送线(30)的末端连接有挡料夹具座(33),所述挡料夹具座(33)的一侧设有安装在机架模块(1)一侧边端的气动定位夹座(34),所述气动定位夹座(34)的一侧面通过支架滑动安装有对弹簧组装压入至铰杯中的气动组装压具(35),所述皮带输送线(30)的起始端位于分度盘模块(2)的一侧,且推料气动件(25)与铰杯气动翻转夹爪(29)设置在皮带输送线(30)起始端的两侧。
技术总结
本技术公开了一种铰杯护套组装模块,包括:机架模块,所述机架模块的上端面一侧旋转设有用于对铰杯旋转分料组装的分度盘模块,所述分度盘模块的一边侧设有锁铰杯螺丝模块以及配合锁铰杯螺丝模块对铰杯外侧螺丝进行锁紧的外侧锁铰杯螺丝模块,通过机架模块上分度盘模块、锁铰杯螺丝模块、外侧锁铰杯螺丝模块、胶套上料模块、铰杯上料模块、翻转搬运下料模块、皮带运输模块的组合联动下,通过分度盘模块对铰杯组装件的转动输送顺时针输送至每个工位上,有利于加快铰杯的组装以及输送,同时每个工位都是独立顺时针方向设置对铰杯按顺序进行组装的,而不会出现铰杯输料线出现积压堵料而无法装配的问题出现,可有效提升铰杯的组装进度。
技术研发人员:黄道农
受保护的技术使用者:江门市戈利图自动化机械设备有限公司
技术研发日:20240306
技术公布日:2024/12/17
- 还没有人留言评论。精彩留言会获得点赞!