一种刀片电池焊接工装的制作方法
本技术涉及电芯外壳工装夹具领域,尤其涉及一种刀片电池焊接工装。
背景技术:
1、刀片电池的外壳是由金属片经过折边机弯折加工后预成型,再由焊工将接缝焊接定型。焊工在焊接前需要先将预成型原料放置在模具上,然后进行手动对缝,接着在焊缝两端预焊锚点。由于对缝过程定位精度低,因此成品质量存在较大的公差,无法满足生产需要。
技术实现思路
1、本实用新型主要解决的技术问题是提供一种刀片电池焊接工装,采用压板包围线槽形成焊缝成型空间的方式建立基准定位,并用拷边定位工具优化对位精度,又增加铜条提升高温可靠性,从而实现了高效精准快速对缝,并提高了激光焊接效率。
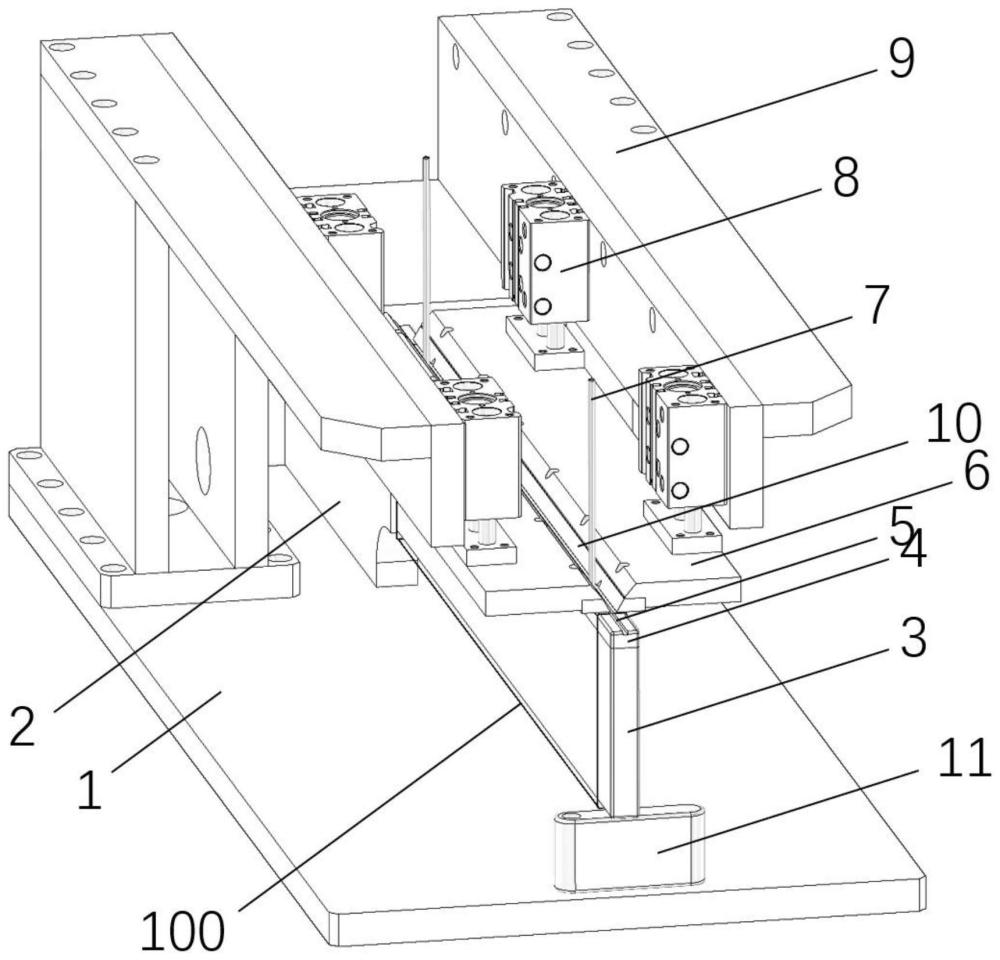
2、为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种刀片电池焊接工装,包括平面基板、底架、刀片模板、铜条、线槽、压板、拷边定位工具、升降气缸、支架,所述平面基板上设置有底架,所述底架上水平悬置有刀片模板,所述刀片模板的厚度侧表面单边安装有铜条,所述铜条上表面沿刀片模板的厚度方向开设有线槽,所述线槽的槽口外侧匹配有一对压板,所述压板同线槽包围形成焊缝成型空间,所述焊缝成型空间内竖直匹配有拷边定位工具,所述压板上接升降气缸,所述升降气缸附挂于支架上,所述支架分立于刀片模板两侧。
3、在本实用新型一个较佳实施例中,所述压板的侧缘镶嵌有刃形铜压条,所述刃形铜压条的刃口匹配在线槽的槽口。
4、在本实用新型一个较佳实施例中,所述刀片模板的一端与底架连接,另一端搁置在活动墩块上,所述活动墩块内镶接有活动轴,所述活动轴安装在平面基板上。
5、在本实用新型一个较佳实施例中,所述拷边定位工具为圆柱形杆体且直径小于线槽宽度。
6、本实用新型的有益效果是:本实用新型提供的一种刀片电池焊接工装,采用压板包围线槽形成焊缝成型空间的方式建立基准定位,并用拷边定位工具优化对位精度,又增加铜条提升高温可靠性,从而实现了高效精准快速对缝,并提高了激光焊接效率。
技术特征:
1.一种刀片电池焊接工装,其特征在于,包括平面基板、底架、刀片模板、铜条、线槽、压板、拷边定位工具、升降气缸、支架,所述平面基板上设置有底架,所述底架上水平悬置有刀片模板,所述刀片模板的厚度侧表面单边安装有铜条,所述铜条上表面沿刀片模板的厚度方向开设有线槽,所述线槽的槽口外侧匹配有一对压板,所述压板同线槽包围形成焊缝成型空间,所述焊缝成型空间内竖直匹配有拷边定位工具,所述压板上接升降气缸,所述升降气缸附挂于支架上,所述支架分立于刀片模板两侧。
2. 根据权利要求1 所述的刀片电池焊接工装,其特征在于,所述压板的侧缘镶嵌有刃形铜压条,所述刃形铜压条的刃口匹配在线槽的槽口。
3.根据权利要求1所述的刀片电池焊接工装,其特征在于,所述刀片模板的一端与底架连接,另一端搁置在活动墩块上,所述活动墩块内镶接有活动轴,所述活动轴安装在平面基板上。
4.根据权利要求1所述的刀片电池焊接工装,其特征在于,所述拷边定位工具为圆柱形杆体且直径小于线槽宽度。
技术总结
本技术公开一种刀片电池焊接工装,包括平面基板、底架、刀片模板、铜条、线槽、压板、拷边定位工具、升降气缸、支架,所述平面基板上设置有底架,所述底架上水平悬置有刀片模板,所述刀片模板的厚度侧表面单边安装有铜条,所述铜条上表面沿刀片模板的厚度方向开设有线槽,所述线槽的槽口外侧匹配有一对压板。通过上述方式,本技术提供一种刀片电池焊接工装,采用压板包围线槽形成焊缝成型空间的方式建立基准定位,并用拷边定位工具优化对位精度,又增加铜条提升高温可靠性,从而实现了高效精准快速对缝,并提高了激光焊接效率。
技术研发人员:盛小轩,孙志勇,张亚均
受保护的技术使用者:昆山质子激光设备有限公司
技术研发日:20240313
技术公布日:2025/2/5
- 还没有人留言评论。精彩留言会获得点赞!