一种汽车刹车钳冲压工装的制作方法
本技术涉及汽车刹车钳的,具体为一种汽车刹车钳冲压工装。
背景技术:
1、现有汽车刹车钳的制动通常靠摩擦片对转动中的刹车盘进行夹持来完成,刹车钳包括钳体以及安装在钳体上的支架,摩擦片设置在支架上,设置方式一般是这样:在支架上开四个槽,在每个槽上设置支撑摩擦片的支撑片,然后将摩擦片放置在支撑片上,现如今的工装台仅能为工作人员提供操作的台面,工作人员安装时仍需仔细查看,长时间工作导致眼睛疲累,且容易操作错误或者安装不紧,因此我们提出一种汽车刹车钳冲压工装。
技术实现思路
1、本实用新型的目的在于提供一种汽车刹车钳冲压工装,解决了背景技术中提出的问题。
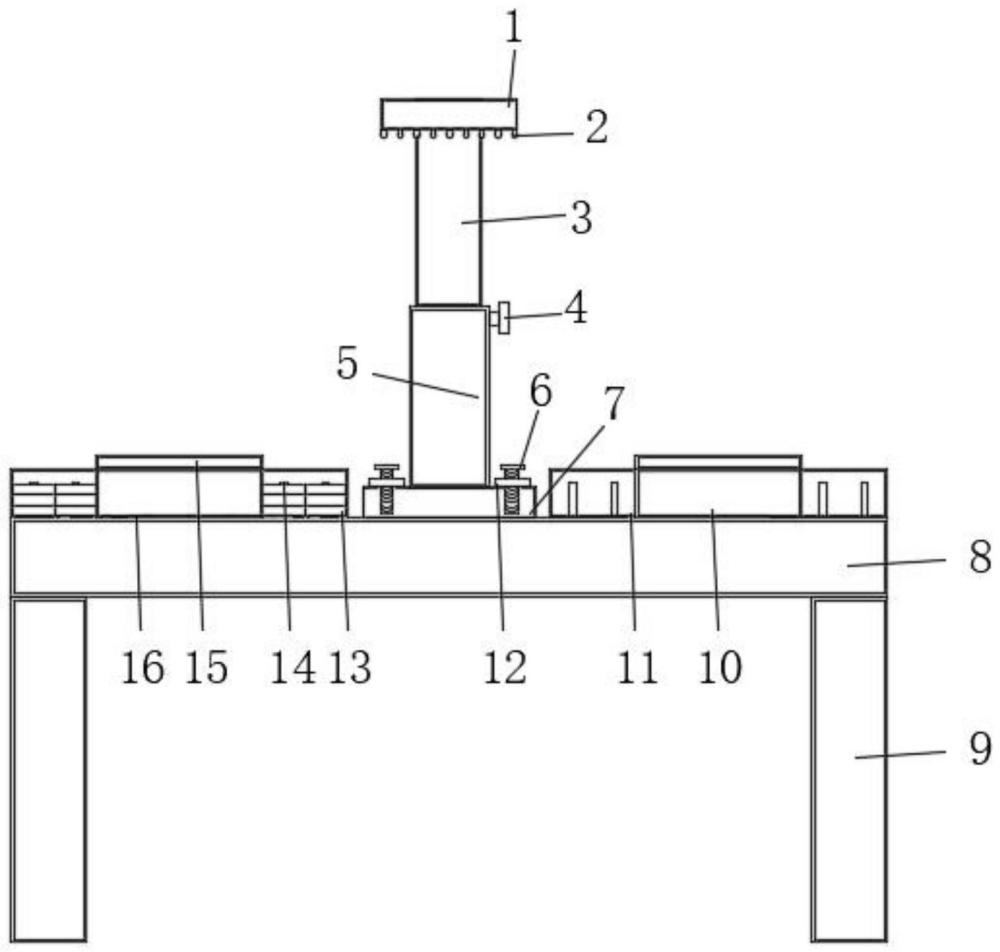
2、为实现上述目的,本实用新型提供如下技术方案:一种汽车刹车钳冲压工装,包括承载架、操作台板和存储壳b,所述操作台板的下表面焊接有承载杆,且操作台板的上表面滑动连接有位移板,所述位移板的上表面焊接有套接筒,且套接筒的一侧外端面螺纹连接有旋紧螺杆a,所述套接筒的上表面插接有延伸杆,且延伸杆的一侧外端面焊接有伸缩套杆,所述伸缩套杆的一侧外端面螺纹连接有旋紧螺杆b,且伸缩套杆的一侧外端面插接有伸缩内杆,所述承载架焊接在伸缩内杆的一侧外端面,且承载架的内部嵌入固定有放大镜片,所述承载架的下表面嵌入固定有led照明组件,所述存储壳b焊接在操作台板的上表面,且存储壳b的内部焊接有紧固杆,所述紧固杆的外表面套接有汽车刹车钳。
3、优选的,所述位移板的上表面焊接有衔接板,且衔接板的上表面螺纹连接有紧固阀。
4、优选的,所述承载杆共设有四个,且四个承载杆关于操作台板的下表面呈矩形阵列分布。
5、优选的,所述操作台板的上表面焊接有存储壳a,且存储壳a的内部焊接有紧固杆。
6、优选的,所述led照明组件共设有十八个,且十八个led照明组件关于承载架的下表面呈环形阵列分布。
7、优选的,所述led照明组件共设有十八个,且十八个led照明组件关于承载架的下表面呈环形阵列分布。
8、与现有技术相比,本实用新型的有益效果如下:本实用新型达到了便于组装汽车刹车钳的效果,将汽车刹车钳套接在紧固杆的外表面,打开转动盖板,将防水套放置在存储箱体内部,旋松紧固阀,根据实际使用需求移动位移板位置,移动至适合的位置,旋紧紧固阀,旋松旋紧螺杆a,根据实际使用需求拉伸延伸杆,根据实际使用需求拉伸伸缩内杆,旋紧旋紧螺杆b,将led照明组件接上外接电源,放大镜片放大安装位置,led照明组件可以照亮安装位置,便于组装汽车刹车钳。
技术特征:
1.一种汽车刹车钳冲压工装,包括承载架(1)、操作台板(8)和存储壳b(16),其特征在于:所述操作台板(8)的下表面焊接有承载杆(9),且操作台板(8)的上表面滑动连接有位移板(7),所述位移板(7)的上表面焊接有套接筒(5),且套接筒(5)的一侧外端面螺纹连接有旋紧螺杆a(4),所述套接筒(5)的上表面插接有延伸杆(3),且延伸杆(3)的一侧外端面焊接有伸缩套杆(17),所述伸缩套杆(17)的一侧外端面螺纹连接有旋紧螺杆b(18),且伸缩套杆(17)的一侧外端面插接有伸缩内杆(19),所述承载架(1)焊接在伸缩内杆(19)的一侧外端面,且承载架(1)的内部嵌入固定有放大镜片(20),所述承载架(1)的下表面嵌入固定有led照明组件(2),所述存储壳b(16)焊接在操作台板(8)的上表面,且存储壳b(16)的内部焊接有紧固杆(14),所述紧固杆(14)的外表面套接有汽车刹车钳(13)。
2.根据权利要求1所述的一种汽车刹车钳冲压工装,其特征在于:所述位移板(7)的上表面焊接有衔接板(12),且衔接板(12)的上表面螺纹连接有紧固阀(6)。
3.根据权利要求1所述的一种汽车刹车钳冲压工装,其特征在于:所述承载杆(9)共设有四个,且四个承载杆(9)关于操作台板(8)的下表面呈矩形阵列分布。
4.根据权利要求1所述的一种汽车刹车钳冲压工装,其特征在于:所述操作台板(8)的上表面焊接有存储壳a(11),且存储壳a(11)的内部焊接有紧固杆(14)。
5.根据权利要求1所述的一种汽车刹车钳冲压工装,其特征在于:所述操作台板(8)的上表面焊接有存储箱体(10),且存储箱体(10)的上表面合页连接有转动盖板(15)。
6.根据权利要求1所述的一种汽车刹车钳冲压工装,其特征在于:所述led照明组件(2)共设有十八个,且十八个led照明组件(2)关于承载架(1)的下表面呈环形阵列分布。
技术总结
本技术公开了一种汽车刹车钳冲压工装,包括承载架、操作台板和存储壳B,所述操作台板下表面焊接有承载杆,且操作台板上表面滑动连接有位移板,所述位移板上表面焊接有套接筒,且套接筒的一侧外端面螺纹连接有旋紧螺杆A,所述套接筒的上表面插接有延伸杆,且延伸杆的一侧外端面焊接有伸缩套杆,所述伸缩套杆一侧外端面螺纹连接有旋紧螺杆B,且伸缩套杆的一侧外端面插接有伸缩内杆,所述承载架焊接在伸缩内杆的一侧外端面,所述承载架的下表面嵌入固定有LED照明组件。本技术存储壳A的内部焊接有紧固杆,将汽车刹车钳套接在紧固杆的外表面,打开转动盖板,将防水套放置在存储箱体内部。
技术研发人员:陈军,邓雪琴
受保护的技术使用者:四川武顺汽车零部件有限公司
技术研发日:20240314
技术公布日:2024/10/31
- 还没有人留言评论。精彩留言会获得点赞!