轴类工件加工端面驱动夹具的制作方法
本技术涉及机加工,涉及一种轴类工件加工端面驱动夹具。
背景技术:
1、原有的轴类零件在数控车削时,为了减少一道车工艺凸台工序,在毛坯的两端打中心孔,以中心孔作为定位基准,但由于轴两端顶尖孔大小有差别,难以确保轴在轴向方向上定位准确,若是采用传统的3点夹持夹具对轴类工件进行夹持,只能对轴类工件的端部进行夹紧,工件的接触面小,对工件的夹持力度不够强,定位精准度不高;在重复使用后,其夹具的精度会受到一定的影响,导致重复装夹使用的精度不高,切削更容易失稳。
技术实现思路
1、本实用新型要解决的技术问题是提供一种可以加工轴件所有外圆面,保证了加工后外圆的跳动,精度更高的轴类工件加工端面驱动夹具。
2、为了解决上述技术问题,本实用新型解决其技术问题所采用的技术方案是:
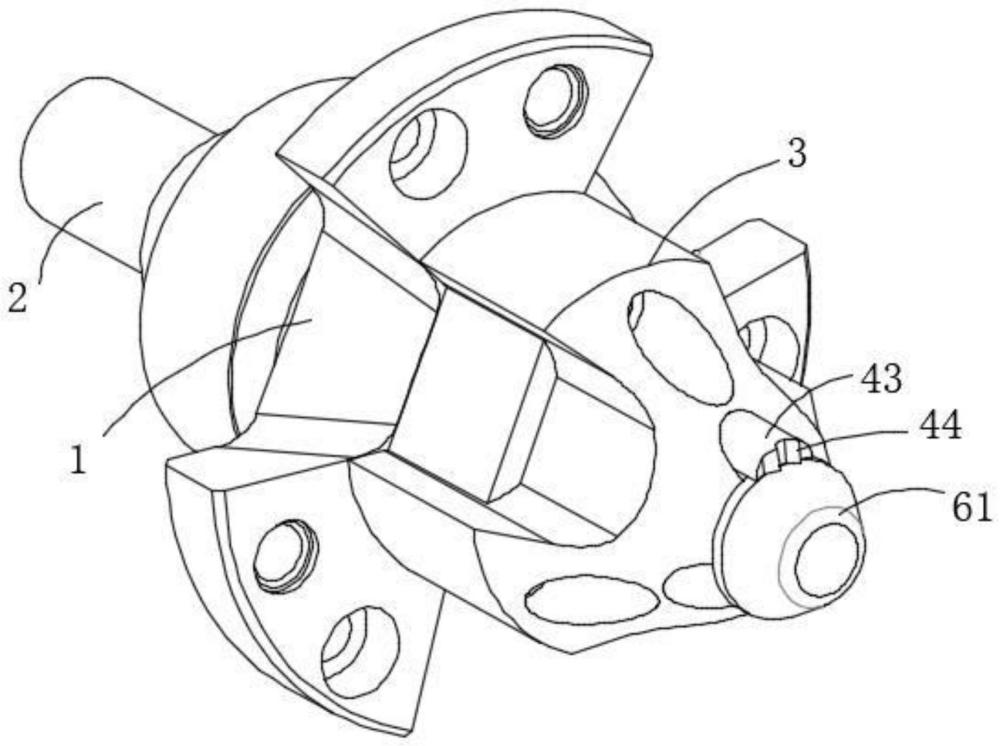
3、一种轴类工件加工端面驱动夹具,包括:
4、安装座,其上设置有导向孔;
5、定位座,设置于所述安装座上,所述定位座上设置有固定孔,所述的固定孔上设置有定位顶尖,所述定位顶尖用于对轴件的端面进行定心定位;
6、驱动销,设置于所述定位座上,所述定位座上均匀设置有多个驱动孔,所述驱动销滑设在所述驱动孔上,所述驱动销用于对轴件端面进行二次定位;
7、芯轴,穿设在所述导向孔上,所述芯轴与所述驱动销驱动连接,所述芯轴用于带动驱动销朝向轴件端面运动并抵紧在所述轴件的端面上。
8、在本实用新型的一个实施例中,所述安装座上设置有安装筒,所述定位座上设置有固定孔,所述定位座套设在所述安装筒上,所述定位座通过螺栓与所述安装座固定连接。
9、在本实用新型的一个实施例中,所述驱动销的驱动端上开设有滑动槽,所述滑动槽的形状与所述安装筒的内侧壁相匹配,所述滑动槽的侧壁与所述安装筒的边缘相对设置。
10、在本实用新型的一个实施例中,所述驱动销的自由端上开设有避让槽,所述避让槽的形状与所述定位顶尖的边缘相匹配,所述避让槽的侧壁与所述定位顶尖相对设置,所述滑动槽的长度大于所述避让槽的长度。
11、在本实用新型的一个实施例中,所述定位顶尖包括定位杆,所述定位杆上设置有定位锥头,所述定位杆滑设在所述固定孔上,所述定位杆与所述固定孔之间密封连接。
12、在本实用新型的一个实施例中,所述定位座上设置有限位孔,所述限位孔上设置有限位螺栓,所述限位螺栓上设置有限位杆,所述定位杆上设置有限位槽,所述限位杆穿设在所述限位槽上。
13、在本实用新型的一个实施例中,所述芯轴包括拉杆,所述拉杆滑设在所述导向孔上,所述拉杆的自由端设置有活塞杆,所述活塞杆滑设在所述安装筒上,所述安装筒的内径大于所述导向孔的内径,所述活塞杆的外径大于所述拉杆的外径,所述活塞杆上设置有推块,所述推块与所述驱动销相连接。
14、在本实用新型的一个实施例中,所述推块上设置有弧形面,所述活塞杆上设置有球形槽,所述弧形面上导杆,所述导杆穿设在所述活塞杆上,所述推块的弧形面设置在球形槽上,所述推块上设置有基准面,所述基准面与所述驱动销抵接。
15、在本实用新型的一个实施例中,所述避让槽的长度小于所述限位槽的长度。
16、在本实用新型的一个实施例中,所述驱动销的自由端上设置有安装块,所述安装块上设置有定位齿面,所述定位齿面的截面为三角形或者梯形。
17、本实用新型的有益效果:
18、本实用新型的定位顶尖对轴件的端面进行定心定位,芯轴带动驱动销朝向轴件端面运动并抵紧在所述轴件的端面上,对轴件端面进行二次定位,配合加工设备上的尾座顶尖顶持,即可进行外圆加工,与传统的三爪卡盘夹持相比,可以加工所有外圆面,传统的三爪夹持时夹持面无法加工;以定位顶尖定心更好的保证了加工后外圆的跳动,精度更高;可还可以适配于伸缩卡盘前端或直接安装与车床主轴,实现所有外圆面加工。
技术特征:
1.一种轴类工件加工端面驱动夹具,其特征在于,包括:
2.如权利要求1所述的轴类工件加工端面驱动夹具,其特征在于,所述安装座上设置有安装筒,所述定位座上设置有固定孔,所述定位座套设在所述安装筒上,所述定位座通过螺栓与所述安装座固定连接。
3.如权利要求2所述的轴类工件加工端面驱动夹具,其特征在于,所述驱动销的驱动端上开设有滑动槽,所述滑动槽的形状与所述安装筒的内侧壁相匹配,所述滑动槽的侧壁与所述安装筒的边缘相对设置。
4.如权利要求3所述的轴类工件加工端面驱动夹具,其特征在于,所述驱动销的自由端上开设有避让槽,所述避让槽的形状与所述定位顶尖的边缘相匹配,所述避让槽的侧壁与所述定位顶尖相对设置,所述滑动槽的长度大于所述避让槽的长度。
5.如权利要求4所述的轴类工件加工端面驱动夹具,其特征在于,所述定位顶尖包括定位杆,所述定位杆上设置有定位锥头,所述定位杆滑设在所述固定孔上,所述定位杆与所述固定孔之间密封连接。
6.如权利要求5所述的轴类工件加工端面驱动夹具,其特征在于,所述定位座上设置有限位孔,所述限位孔上设置有限位螺栓,所述限位螺栓上设置有限位杆,所述定位杆上设置有限位槽,所述限位杆穿设在所述限位槽上。
7.如权利要求2所述的轴类工件加工端面驱动夹具,其特征在于,所述芯轴包括拉杆,所述拉杆滑设在所述导向孔上,所述拉杆的自由端设置有活塞杆,所述活塞杆滑设在所述安装筒上,所述安装筒的内径大于所述导向孔的内径,所述活塞杆的外径大于所述拉杆的外径,所述活塞杆上设置有推块,所述推块与所述驱动销相连接。
8.如权利要求7所述的轴类工件加工端面驱动夹具,其特征在于,所述推块上设置有弧形面,所述活塞杆上设置有球形槽,所述弧形面上导杆,所述导杆穿设在所述活塞杆上,所述推块的弧形面设置在球形槽上,所述推块上设置有基准面,所述基准面与所述驱动销抵接。
9.如权利要求6所述的轴类工件加工端面驱动夹具,其特征在于,所述避让槽的长度小于所述限位槽的长度。
10.如权利要求1所述的轴类工件加工端面驱动夹具,其特征在于,所述驱动销的自由端上设置有安装块,所述安装块上设置有定位齿面,所述定位齿面的截面为三角形或者梯形。
技术总结
本技术涉及机加工技术领域,涉及一种轴类工件加工端面驱动夹具。本技术的定位顶尖对轴件的端面进行定心定位,芯轴带动驱动销朝向轴件端面运动并抵紧在所述轴件的端面上,对轴件端面进行二次定位,配合加工设备上的尾座顶尖顶持,即可进行外圆加工,与传统的三爪卡盘夹持相比,可以加工所有外圆面,传统的三爪夹持时夹持面无法加工;以定位顶尖定心更好的保证了加工后外圆的跳动,精度更高;可还可以适配于伸缩卡盘前端或直接安装与车床主轴,实现所有外圆面加工。
技术研发人员:瞿光明,张浩,柳杰
受保护的技术使用者:德默克智能机械自动化(昆山)有限公司
技术研发日:20240320
技术公布日:2024/12/17
- 还没有人留言评论。精彩留言会获得点赞!