一种扭片钻孔夹具的制作方法
本技术涉及加工工装,特别涉及一种扭片钻孔夹具。
背景技术:
1、如图1所示为现有加工的工件,其为长条矩形,需要在两端钻孔。然而,在钻床进行加工时,该工件极易扭曲变形,且不适合批量加工。为此,需要针对该工件设计一套钻孔夹具,提高加工质量和加工效率。
技术实现思路
1、本实用新型的目的在于克服现有技术中存在的缺陷与不足,为此本实用新型提供了一种扭片钻孔夹具,能够保证钻孔后工件不变形,提高了加工效率。
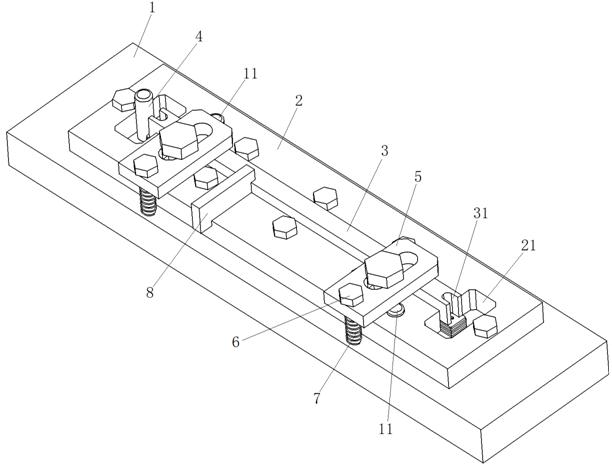
2、为了实现上述目的,本实用新型提供了一种扭片钻孔夹具,包括设置在底座上的存料板、限位杆和锁紧组件,所述存料板的中间横向设有用于滑动叠放工件的装料槽,所述装料槽的两端均设有退刀槽,所述限位杆位于所述退刀槽内;所述装料槽内滑动嵌有截面为矩形的压杆,所述压杆通过所述锁紧组件进行压紧。
3、进一步地,所述压杆的两端均开设有u型导向口。
4、进一步地,所述锁紧组件包括两个对称的压板,所述压板上沿纵向依次设有螺栓a和螺栓b,所述螺栓b滑动穿过所述压板并与所述存料板栓接;所述螺栓a滑动穿过所述压板并与所述底座栓接,所述底座与压板之间设有套在所述螺栓a上的压缩弹簧。
5、进一步地,所述压板上设有与所述螺栓b相匹配的长条孔。
6、进一步地,所述底座上还设有两个定位销,所述定位销滑动嵌入所述存料板;所述存料板栓接在所述底座上。
7、进一步地,所述存料板的顶部嵌有纵向滑动的定位板;所述定位板的一端滑动嵌入所述压杆。
8、进一步地,所述退刀槽的轮廓为矩形。
9、进一步地,所述限位杆为圆柱形。
10、与现有技术相比,本实用新型的有益效果是:通过设置相匹配的装料槽叠放工件以及使用压杆对工件进行压紧,在保证工件不变形的情况下,能够一次加工完成多个工件,保证了加工质量,提高了加工效率。
技术特征:
1.一种扭片钻孔夹具,其特征在于,包括设置在底座(1)上的存料板(2)、限位杆(4)和锁紧组件,所述存料板(2)的中间横向设有用于滑动叠放工件的装料槽,所述装料槽的两端均设有退刀槽(21),所述限位杆(4)位于所述退刀槽(21)内;所述装料槽(22)内滑动嵌有截面为矩形的压杆(3),所述压杆(3)通过所述锁紧组件进行压紧。
2.根据权利要求1所述的扭片钻孔夹具,其特征在于,所述压杆(3)的两端均开设有u型导向口(31)。
3.根据权利要求2所述的扭片钻孔夹具,其特征在于,所述锁紧组件包括两个对称的压板(5),所述压板(5)上沿纵向依次设有螺栓a(6)和螺栓b,所述螺栓b滑动穿过所述压板(5)并与所述存料板(2)栓接;所述螺栓a(6)滑动穿过所述压板(5)并与所述底座(1)栓接,所述底座(1)与压板(5)之间设有套在所述螺栓a(6)上的压缩弹簧(7)。
4.根据权利要求3所述的扭片钻孔夹具,其特征在于,所述压板(5)上设有与所述螺栓b相匹配的长条孔。
5.根据权利要求1所述的扭片钻孔夹具,其特征在于,所述底座(1)上还设有两个定位销(11),所述定位销(11)滑动嵌入所述存料板(2);所述存料板(2)栓接在所述底座(1)上。
6.根据权利要求1所述的扭片钻孔夹具,其特征在于,所述存料板(2)的顶部嵌有纵向滑动的定位板(8);所述定位板(8)的一端滑动嵌入所述压杆(3)。
7.根据权利要求1所述的扭片钻孔夹具,其特征在于,所述退刀槽(21)的轮廓为矩形。
8.根据权利要求1所述的扭片钻孔夹具,其特征在于,所述限位杆(4)为圆柱形。
技术总结
本技术涉及加工工装技术领域,特别涉及一种扭片钻孔夹具,包括设置在底座上的存料板、限位杆和锁紧组件,其中,存料板的中间横向设有用于滑动叠放工件的装料槽,在装料槽的两端均设有退刀槽,限位杆位于退刀槽内;装料槽内滑动嵌有截面为矩形的压杆,压杆通过所述锁紧组件进行压紧。通过设置相匹配的装料槽叠放工件以及使用压杆对工件进行压紧,在保证工件不变形的情况下,能够一次加工完成多个工件,保证了加工质量,提高了加工效率。
技术研发人员:姜志刚
受保护的技术使用者:海士汇泽(烟台)新材料科技有限公司
技术研发日:20240320
技术公布日:2024/11/26
- 还没有人留言评论。精彩留言会获得点赞!