一种电池极耳自动焊接平台的制作方法
本技术涉及激光焊接,具体涉及一种电池极耳自动焊接平台。
背景技术:
1、目前锂电池推广使用越来越广泛,锂电池的生产加工日益重要,锂电池需要通过焊接极耳来实现同手机,笔记本等电子设备的连接,电池极耳焊接的工艺也越来越重要。
2、目前现有技术中电池极耳焊接的自动化程度较低,电池极耳焊接效果的一致性差,依赖人工操作焊接,使得生产效率和加工精度较低,不利于企业的长期发展。
技术实现思路
1、针对现有技术的不足,本实用新型提供一种电池极耳自动焊接平台,提高了电池极耳焊接的自动化程度,提高了电池极耳焊接效果的一致性,只需人工上下料后启动焊接平台即可实现自动焊接。
2、本实用新型是通过如下技术方案实现的:
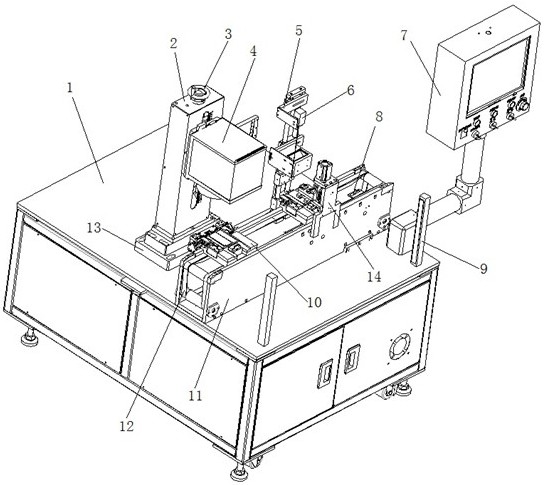
3、提供一种电池极耳自动焊接平台,包括工作台和安装在工作台下方的激光焊接机,激光焊接机的焊接头通过升降机构安装在工作台上方,工作台在焊接头下方设置有输送架,输送架上转动安装有横向设置且由电机驱动的双排同步带,双排同步带上设置有用于放置电池和极耳的工装,工作台沿双排同步带输送方向在升降机构的一侧通过固定架分别安装有位于双排同步带上方和双排同步带下方的两个视觉检测相机。
4、进一步的,工作台上还安装有控制面板,控制面板分别与激光焊接机、电机和视觉检测相机电连接,工作台下方还设置有用于供电的电气柜。
5、控制面板便于输入参数用于控制设备整体运行,电气柜用于为各用电设备进行供电。
6、进一步的,工装包括工装底座,工装底座上开设有与输送方向垂直的滑槽,并滑动限位有支撑板,工装底座在滑槽后部设置有对支撑板限位的后限位块,工装底座在滑槽的两侧分别设置有对支撑板进行夹持限位的弹簧顶紧结构,支撑板上开设有用于容置电芯的电芯槽,并在电芯槽底面镶嵌安装有用于吸附电芯的磁体,工装底座在滑槽的前部延伸有用于支撑并限位极耳的定位板。
7、作为优选,工作台在双排同步带长度方向的一侧安装有光幕。
8、通过设置光幕,在检测到人体通过时,及时停止设备运行,以保证操作人员的安全。
9、进一步的,输送架一端内在焊接头下方的双排同步带之间安装用于检测工装到位的第一接近开关,输送架另一端在双排同步带之间安装有用于检测下料的第二接近开关,两接近开关分别与电机电连接。
10、通过设置第一接近开关,用于检测工装是否处于焊接位置,保证焊接头的精确焊接,设置第二接近开关,用于焊接拍照后的工装进行下料,实现下料同步带自动停止。
11、进一步的,升降机构包括通过固定座和竖向连接在固定座上的立板,立板顶部竖向转动安装有丝杠,丝杠的上端安装有手轮,立板在丝杠两侧竖向安装有滑轨,两滑轨之间滑动连接有滑座,滑座上设置有用于连接焊接头的安装板,丝杠上螺纹连接有与滑座连接的螺母。
12、升降机构采用丝杠螺母机构,通过手动转动手轮,调整螺母在丝杠上的位置,进而可带动焊接头升降以方便调整焊接头与工件的间距,保证焊接稳定性和精确性。
13、进一步的,输送架在视觉检测相机正对的一侧通过连接板安装有下压机构,下压机构包括竖向安装在连接板的横板上的下压气缸,下压气缸的活塞杆向下连接有连接块,连接板的立板上竖向安装有导轨,并在导轨上滑动连接有与连接块连接的滑块,连接块上连接有升降平板,升降平板下方通过导向杆和弹簧连接有与升降平板平行的缓冲压板。
14、通过设置下压机构,利用下压气缸推动升降板下降,带动缓冲压板向下对电池施压使其与工装贴合,保证视觉检测相机对每个焊接工件的焦距保持一定,提升视觉检测相机检测精确性和稳定性。
15、本实用新型的有益效果:
16、本实用新型结构简单、通用性强、激光焊接效率高,提高了电池极耳焊接工作的自动化程度,提高了电池极耳焊接的自动化程度,保证了电池极耳焊接效果的一致性,只需人工上下料后启动焊接平台即可实现自动焊接,大大提高焊接效率。
技术特征:
1.一种电池极耳自动焊接平台,包括工作台和安装在工作台下方的激光焊接机,其特征在于:激光焊接机的焊接头通过升降机构安装在工作台上方,工作台在焊接头下方设置有输送架,输送架上转动安装有横向设置且由电机驱动的双排同步带,双排同步带上设置有用于放置电池和极耳的工装,工作台沿双排同步带输送方向在升降机构的一侧通过固定架分别安装有位于双排同步带上方和双排同步带下方的两个视觉检测相机。
2.根据权利要求1所述的电池极耳自动焊接平台,其特征在于:工作台上还安装有控制面板,控制面板分别与激光焊接机、电机和视觉检测相机电连接,工作台下方还设置有用于供电的电气柜。
3.根据权利要求1所述的电池极耳自动焊接平台,其特征在于:工装包括工装底座,工装底座上开设有与输送方向垂直的滑槽,并滑动限位有支撑板,工装底座在滑槽后部设置有对支撑板限位的后限位块,工装底座在滑槽的两侧分别设置有对支撑板进行夹持限位的弹簧顶紧结构,支撑板上开设有用于容置电芯的电芯槽,并在电芯槽底面镶嵌安装有用于吸附电芯的磁体,工装底座在滑槽的前部延伸有用于支撑并限位极耳的定位板。
4.根据权利要求1所述的电池极耳自动焊接平台,其特征在于:工作台在双排同步带长度方向的一侧安装有光幕。
5.根据权利要求1所述的电池极耳自动焊接平台,其特征在于:输送架一端内在焊接头下方的双排同步带之间安装用于检测工装到位的第一接近开关,输送架另一端在双排同步带之间安装有用于检测下料的第二接近开关,两接近开关分别与电机电连接。
6.根据权利要求1所述的电池极耳自动焊接平台,其特征在于:升降机构包括通过固定座和竖向连接在固定座上的立板,立板顶部竖向转动安装有丝杠,丝杠的上端安装有手轮,立板在丝杠两侧竖向安装有滑轨,两滑轨之间滑动连接有滑座,滑座上设置有用于连接焊接头的安装板,丝杠上螺纹连接有与滑座连接的螺母。
7.根据权利要求1所述的电池极耳自动焊接平台,其特征在于:输送架在视觉检测相机正对的一侧通过连接板安装有下压机构,下压机构包括竖向安装在连接板的横板上的下压气缸,下压气缸的活塞杆向下连接有连接块,连接板的立板上竖向安装有导轨,并在导轨上滑动连接有与连接块连接的滑块,连接块上连接有升降平板,升降平板下方通过导向杆和弹簧连接有与升降平板平行的缓冲压板。
技术总结
本技术涉及一种电池极耳自动焊接平台,包括工作台和安装在工作台下方的激光焊接机,激光焊接机的焊接头通过升降机构安装在工作台上方,工作台在焊接头下方设置有输送架,输送架上转动安装有横向设置且由电机驱动的双排同步带,双排同步带上设置有用于放置电池和极耳的工装,工作台沿双排同步带输送方向在升降机构的一侧通过固定架分别安装有位于双排同步带上方和双排同步带下方的两个视觉检测相机。本技术结构简单、通用性强、激光焊接效率高,可极大的提高工件的焊接效率。
技术研发人员:马新强,刘滕超,姚型伟,曹玉栋,孙娜,任远,姚英军,于雷,孟宪苓,成巍
受保护的技术使用者:山东产研强远激光科技有限公司
技术研发日:20240321
技术公布日:2025/3/6
- 还没有人留言评论。精彩留言会获得点赞!