一种多方位焊接夹具工装的制作方法
本技术属于焊接设备领域,尤其是涉及一种多方位焊接夹具工装。
背景技术:
1、连接部件在实际应用中多起到支撑作用,是通过将连接板与支撑柱焊接制得,连接板上多设有通孔,用于与其他部件相连,支撑柱用于对物体的支撑。
2、因连接部件结构简单,大多采用人工焊接的方式,但人工焊接无法将支撑柱精准定位在连接板上,成品质量无法得到保障,且消耗大量人工,生产效率与质量较低,无法满足现有需求的供应。
技术实现思路
1、本实用新型的目的在于克服现有技术的缺点,提供一种多方位焊接夹具工装,能够实现机械化生产,减少人工消耗,通过对连接板与支撑柱的定位,保证支撑柱的焊接位置始终如一,焊接机构的设置使焊接品质得到保证。
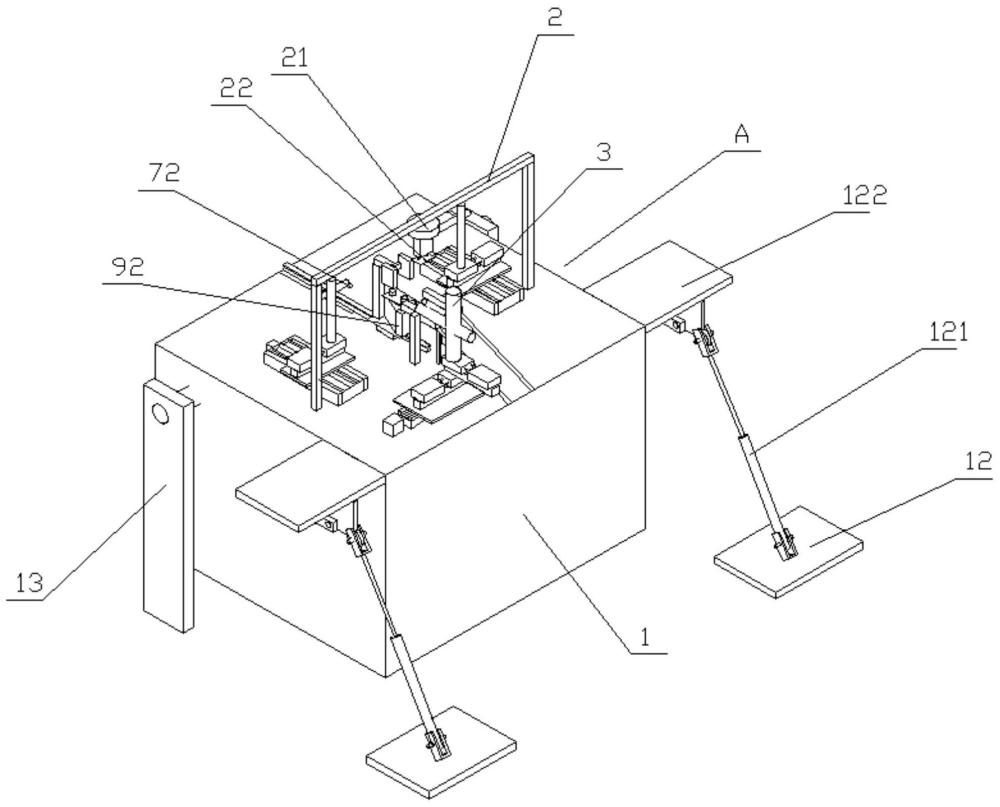
2、为解决上述技术问题,本实用新型采用的技术方案是:一种多方位焊接夹具工装,包括平台、夹持机构和焊接机构;
3、所述夹持机构包括对连接板定位的上压夹具和对支撑柱定位的平行夹爪,所述夹持机构可移动设置,用于将已定位的所述连接板和所述支撑柱送至所述平台的放置台上;
4、在所述放置台的上方设置有可将所述支撑柱下压与所述连接板相贴的下压夹具;
5、所述焊接机构与所需焊接的边相对应,包括沿焊接边路径移动的焊枪,使所述连接板与所述支撑柱相焊接。
6、进一步的,在所述上压夹具上设置有可与所述连接板相插合的凸起部,在所述放置台上设有可供所述上压夹具通过的穿行槽。
7、进一步的,所述上压夹具可向上抬升,使所述连接板所处的高度与所述放置台平面相匹配,两个所述平行夹爪可同时向内收缩,形成夹持区域,对所述支撑柱的两侧进行夹紧。
8、进一步的,在所述平行夹爪的内壁设置有可吸附所述支撑柱的磁铁。
9、进一步的,所述平台可向后摆动以调整所述支撑柱的所处位置与焊接铁水的流动速度。
10、进一步的,所述焊接机构采用a焊接机构和b焊接机构,所述a焊接机构数量和所述b焊接机构数量的总和与所需焊接边的数量相对应。
11、进一步的,在所述放置台的另一侧设置有接料通道,所述夹持机构将焊接成品推入所述接料通道内,所述b焊接机构设置在所述接料通道一侧,并在所述b焊接机构上设置有让位装置,用于为焊接成品的推出让位。
12、进一步的,所述a焊接机构活动连接在所述平台上,与所述支撑柱其他的待焊边相平行。
13、进一步的,所述a焊接机构包括可沿焊接路径滑动的a连接座和可向所需焊点靠近的a焊枪。
14、进一步的,所述b焊接机构包括可沿焊接路径滑动的b连接座和可向所需焊点靠近的b焊枪,所述让位装置带动所述b焊枪在所述b连接座上滑动。
15、进一步的,所述平台的一端可转动连接在支撑座上,用于将所述平台架空,所述平台的另一端通过c驱动装置调节所述平台的摆动角度。
16、本实用新型具有的优点和积极效果是:
17、1、由于采用上述技术方案,通过在平台上设置的放置台、下压夹具、夹持机构和焊接结构之间相互联动,各工序有序配合,实现机械化生产,保证每批次焊接成品的品质相同,提高工作效率的同时减小报废率。
18、2、夹持机构中,上压夹具和两个平行夹爪同时对连接板与支撑柱定位,避免支撑柱在连接板上位置的偏移,保证焊接位置的统一;
19、平台的向后倾斜,使支撑柱自动滑入两个平行夹爪的夹持区域内,使其更加贴合在夹持区域内,平行夹爪上设置的磁铁,有效对支撑柱的两侧强磁吸附,进一步防止支撑柱位置的偏移。
20、下压夹具的下压使支撑柱紧压在连接板上,防止支撑柱在焊接时产生位移,夹持机构和下压夹具为下一工序的焊接奠定了条件基础,保证焊接精准度,提高成品质量。
21、3、焊接机构与支撑柱的待焊边相对应,通过驱动焊枪平稳滑动,使其对连接板与支撑柱的交接部分进行焊接;
22、因支撑柱两侧端面所呈的夹角不同,即两侧端面相互平行、两侧端面的夹角呈锐角、或两侧端面呈钝角,为适用上述情况,a焊接机构可活动连接在平台上,使a焊接机构根据不同的情况进行调节,保证a焊枪与待焊边相平行;
23、接料通道的设置,简化了焊接成品还需人工取出的工序,已焊接的成品被夹持机构再次推出,通过接料通道落入外部的收集装置内,无需人工反复取出;
24、b焊接机构中的让位装置使b焊枪在焊接完成后,再进行二段位移,为焊接成品的推出让出位置。
25、4、可根据焊接工件的薄厚对平台后倾的角度进行调节,以适配不同材料与工艺的要求;
26、在焊接机输出电流相同的情况下,后倾的平台可使焊接铁水产生流动,加快产品焊接速度,因焊接铁水流动均匀,在提高生产效率的同时,保证焊缝的工整、美观,使产品质量一致。
技术特征:
1.一种多方位焊接夹具工装,其特征在于:包括平台(1)、夹持机构和焊接机构;
2.根据权利要求1所述的一种多方位焊接夹具工装,其特征在于:在所述上压夹具(52)上设置有可与所述连接板(15)相插合的凸起部,在所述放置台(3)上设有可供所述上压夹具(52)通过的穿行槽(31)。
3.根据权利要求2所述的一种多方位焊接夹具工装,其特征在于:所述上压夹具(52)可向上抬升,使所述连接板(15)所处的高度与所述放置台(3)平面相匹配,两个所述平行夹爪(411)可同时向内收缩,形成夹持区域,对所述支撑柱(16)的两侧进行夹紧。
4.根据权利要求2所述的一种多方位焊接夹具工装,其特征在于:在所述平行夹爪(411)的内壁设置有可吸附所述支撑柱(16)的磁铁。
5.根据权利要求1所述的一种多方位焊接夹具工装,其特征在于:所述平台(1)可向后摆动以调整所述支撑柱(16)的所处位置与焊接铁水的流动速度。
6.根据权利要求1所述的一种多方位焊接夹具工装,其特征在于:所述焊接机构采用a焊接机构和b焊接机构,所述a焊接机构数量和所述b焊接机构数量的总和与所需焊接边的数量相对应。
7.根据权利要求6所述的一种多方位焊接夹具工装,其特征在于:在所述放置台(3)的另一侧设置有接料通道(14),所述夹持机构将焊接成品推入所述接料通道(14)内,所述b焊接机构设置在所述接料通道(14)一侧,并在所述b焊接机构上设置有让位装置(101),用于为焊接成品的推出让位。
8.根据权利要求7所述的一种多方位焊接夹具工装,其特征在于:所述a焊接机构活动连接在所述平台(1)上,与所述支撑柱(16)其他的待焊边相平行。
9.根据权利要求6所述的一种多方位焊接夹具工装,其特征在于:所述a焊接机构包括可沿焊接路径滑动的a连接座(81)和可向所需焊点靠近的a焊枪(72)。
10.根据权利要求7所述的一种多方位焊接夹具工装,其特征在于:所述b焊接机构包括可沿焊接路径滑动的b连接座(10)和可向所需焊点靠近的b焊枪(92),所述让位装置(101)带动所述b焊枪(92)在所述b连接座(10)上滑动。
技术总结
本技术提供一种多方位焊接夹具工装,属于焊接设备领域,包括平台、夹持机构和焊接机构;所述夹持机构包括对连接板定位的上压夹具和对支撑柱定位的平行夹爪,所述夹持机构可移动设置,用于将已定位的所述连接板和所述支撑柱送至所述平台的放置台上;在所述放置台的上方设置有可将所述支撑柱下压与所述连接板相贴的下压夹具;所述焊接机构与所需焊接的边相对应,包括沿焊接边路径移动的焊枪,使所述连接板与所述支撑柱相焊接。本技术的有益效果是能够实现机械化生产,减少人工消耗,通过对连接板与支撑柱的定位,保证支撑柱的焊接位置始终如一,焊接机构的设置使焊接品质得到保证。
技术研发人员:王文学
受保护的技术使用者:星河昱宇(天津)科技有限公司
技术研发日:20240322
技术公布日:2024/11/21
- 还没有人留言评论。精彩留言会获得点赞!