一种局部真空激光焊接装置的制作方法
本技术实施例涉及自动化生成设备,特别涉及一种局部真空激光焊接装置。
背景技术:
1、激光焊接技术具有能量密度高,能够达到105w/mm2,激光束的聚焦距离可达150mm以上,光斑作用在工件上的焊接区域为非接触式或近距离,具备焊接速度快、操作安全等特点。
2、但激光在空气中的光斑易受工件融化区域的金属蒸气、空气电离等离子体对激光吸收的影响,导致工件穿透能力到16mm厚度左右,提高激光功率来改变穿透厚度效果不明显。研究表明,在真空度100pa以下,激光受外部吸收影响较小,可显著提升激光的穿透能力,提高焊接效率。因此可通过对工件和激光装置整体加装抽低真空方式实现,但该方式受限于工厂作业空间和抽真空时长的影响,不利于工程化应用。
3、现有的真空激光焊接技术通常采用制作真空舱体,将被焊工件和激光装置等全套放置在舱体内,进行抽真空,以让舱体内的真空度达到100pa以下后,再实施焊接,具备穿透能力强、焊接效率高的特点。此种真空激光焊接方式存在诸多弊端,例如,该方式受工件尺寸变化影响,工作舱体制作困难,成本高;在抽真空过程中易对部分润滑和元器件造成不可逆损坏,维护成本高;操作人员在舱体外部,实施焊接操作和调整困难,便捷性差等。
技术实现思路
1、本实用新型实施方式的目的在于提供一种局部真空激光焊接装置,旨在解决现有的真空激光焊接方式存在诸多弊端的问题。
2、为解决上述技术问题,本实用新型的实施方式提供了一种局部真空激光焊接装置,包括:
3、激光真空腔体,所述激光真空腔体的一端呈敞口设置,所述敞口处设置有密封结构,以通过所述密封结构密封贴合工件,所述激光真空腔体上设置有安装孔和抽真空接头,所述抽真空接头用于连通抽真空装置;
4、激光焊头,所述激光焊头安装于所述安装孔处,所述激光焊头呈朝向所述敞口设置;
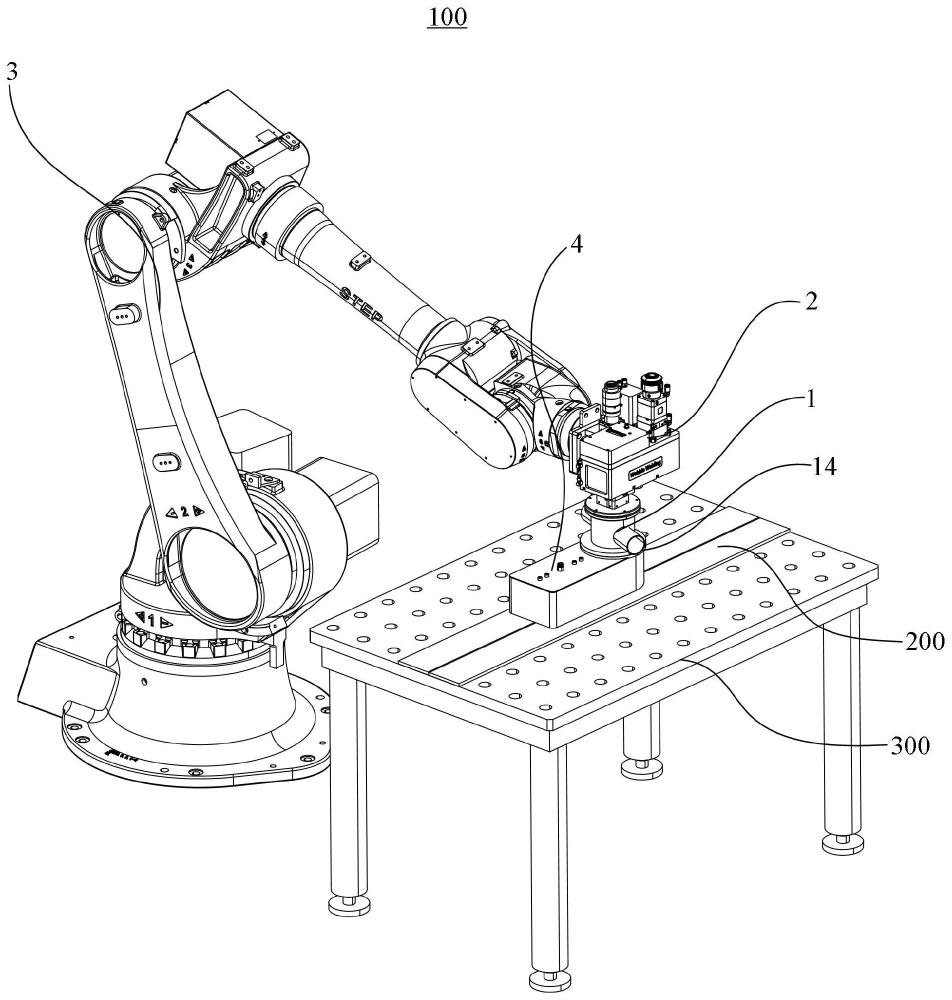
5、移动机构,所述移动机构用于驱动所述激光真空腔体与所述工件相对运动。
6、本实用新型的局部真空激光焊接装置压服在工件的表面形成密封局部空腔,激光焊头发出的光斑在空腔内作用与工件的表面形成焊接融化能量,随着移动机构带动激光真空腔体、激光焊头与工件之间形成相对运动,从而实现高穿透力和高效率的焊接工作。
7、优选地,所述激光真空腔体呈筒状设置,所述安装孔设置于所述激光真空腔体远离所述敞口的一端,所述安装孔与所述敞口在所述激光真空腔体的延伸方向上相对。
8、优选地,所述抽真空接头设置于所述激光真空腔体远离所述敞口的一端。
9、优选地,所述抽真空接头设置于所述激光真空腔体的周侧腔壁上。
10、优选地,所述安装孔处设置有第一法兰,所述激光焊头上设置有第二法兰,所述第二法兰与所述第一法兰对接。
11、优选地,所述敞口处设置有第一环形凸台,所述第一环形凸台呈沿着所述敞口的周向延伸设置,所述密封结构设置于所述第一环形凸台靠近所述工件的台面上。
12、优选地,所述密封结构为密封圈。
13、优选地,所述移动机构与所述激光焊头动力耦合连接,以通过所述移动机构驱动所述激光焊头而带动所述激光真空腔体沿着所述工件运动。
14、优选地,所述局部真空激光焊接装置还包括后冷却腔体,所述后冷却腔体罩设于所述激光真空腔体设置有所述敞口的一端外,所述后冷却腔体对应所述敞口设置有朝向所述工件的开口;所述后冷却腔体内安装有朝向所述开口的冷却机构。
15、优选地,所述冷却机构为风刀,所述风刀呈沿着所述激光真空腔体与所述工件的相对运动方向布置。
16、优选地,所述冷却机构位于所述敞口在所述激光真空腔体与所述工件的相对运动方向上的一侧。
17、优选地,所述冷却机构安装于所述后冷却腔体朝向所述开口的内腔壁上。
18、优选地,所述后冷却腔体朝向所述开口的内腔壁上贯穿地设置有插装孔,所述激光真空腔体设置有所述敞口的一端插装于所述插装孔处。
19、优选地,所述插装孔的外孔缘上设置有沿着所述激光真空腔体的周向延伸的第二环形凸台,所述激光真空腔体上设置有沿着所述激光真空腔体的周向延伸的第三环形凸台,所述第三环形凸台抵接于所述第二环形凸台远离所述开口的一侧。
技术特征:
1.一种局部真空激光焊接装置,其特征在于,包括:
2.如权利要求1所述的局部真空激光焊接装置,其特征在于,所述激光真空腔体呈筒状设置,所述安装孔设置于所述激光真空腔体远离所述敞口的一端,所述安装孔与所述敞口在所述激光真空腔体的延伸方向上相对。
3.如权利要求2所述的局部真空激光焊接装置,其特征在于,所述抽真空接头设置于所述激光真空腔体远离所述敞口的一端;和/或,
4.如权利要求1所述的局部真空激光焊接装置,其特征在于,所述安装孔处设置有第一法兰,所述激光焊头上设置有第二法兰,所述第二法兰与所述第一法兰对接。
5.如权利要求1所述的局部真空激光焊接装置,其特征在于,所述敞口处设置有第一环形凸台,所述第一环形凸台呈沿着所述敞口的周向延伸设置,所述密封结构设置于所述第一环形凸台靠近所述工件的台面上;和/或,
6.如权利要求1-5任意一项所述的局部真空激光焊接装置,其特征在于,所述移动机构与所述激光焊头动力耦合连接,以通过所述移动机构驱动所述激光焊头而带动所述激光真空腔体沿着所述工件运动。
7.如权利要求1-5任意一项所述的局部真空激光焊接装置,其特征在于,所述局部真空激光焊接装置还包括后冷却腔体,所述后冷却腔体罩设于所述激光真空腔体设置有所述敞口的一端外,所述后冷却腔体对应所述敞口设置有朝向所述工件的开口;
8.如权利要求7所述的局部真空激光焊接装置,其特征在于,所述冷却机构为风刀,所述风刀呈沿着所述激光真空腔体与所述工件的相对运动方向布置;和/或,
9.如权利要求7所述的局部真空激光焊接装置,其特征在于,所述冷却机构安装于所述后冷却腔体朝向所述开口的内腔壁上;和/或,
10.如权利要求9所述的局部真空激光焊接装置,其特征在于,所述插装孔的外孔缘上设置有沿着所述激光真空腔体的周向延伸的第二环形凸台,所述激光真空腔体上设置有沿着所述激光真空腔体的周向延伸的第三环形凸台,所述第三环形凸台抵接于所述第二环形凸台远离所述开口的一侧。
技术总结
本技术提供了一种局部真空激光焊接装置,该局部真空激光焊接装置包括激光真空腔体、激光焊头以及移动机构,激光真空腔体的一端呈敞口设置,敞口处设置有密封结构,以通过密封结构密封贴合工件,激光真空腔体上设置有安装孔和抽真空接头,抽真空接头用于连通抽真空装置;激光焊头安装于安装孔处,激光焊头呈朝向敞口设置;移动机构用于驱动激光真空腔体与工件相对运动。本技术的局部真空激光焊接装置压服在工件的表面形成密封局部空腔,激光焊头发出的光斑在空腔内作用与工件的表面形成焊接融化能量,随着移动机构带动激光真空腔体、激光焊头与工件之间形成相对运动,从而实现高穿透力和高效率的焊接工作。
技术研发人员:董文宁,刘少辉
受保护的技术使用者:睿信泰智能科技(昆山)有限公司
技术研发日:20240327
技术公布日:2024/11/21
- 还没有人留言评论。精彩留言会获得点赞!