一种压制成型自动化设备的制作方法
本技术涉及压制成型,特别涉及一种压制成型自动化设备。
背景技术:
1、压制成型法又称为模压成型,是将粉料加入少量粘结剂进行造粒,然后将造粒后的粉料置于压制成型设备中,在压力机械上加压形成一定形状的坯体。现有的压制成型设备包括机架、上模、阴模和下模,阴模固定安装在机架上,上模可升降安装在机架上并处于阴模的上方,下模可升降安装在机架上并处于阴模的下方,阴模上设有多个上下走向的通孔;上模设有多个上模冲,上模冲与通孔数量相同且一一对应;下模设有多个下模冲,下模冲与通孔数量相同且一一对应,下模冲处在阴模上对应的通孔中。
2、压制成型时,通常需要人工对阴模进行布料,再通过刮平机构将阴模中的粉料表面进行刮平,再驱动上模、下模合模制成坯体(上模冲插入阴模上对应的通孔中,上模冲从上向下给粉料施加压力,下模冲自下向上给粉料施加压力)。然而,这种压制成型设备需要人工对阴模进行布料,耗费较多的时间成本和人工成本,导致生产效率较低;另外,难以保证每次布料的稳定性和精准性,导致每个坯体的成型质量存在差异。
技术实现思路
1、本实用新型所要解决的问题是提供一种压制成型自动化设备,这种压制成型自动化设备能够自动布料及自动压制成型,提高生产效率。
2、为了解决上述技术问题,本实用新型采用的技术方案如下:
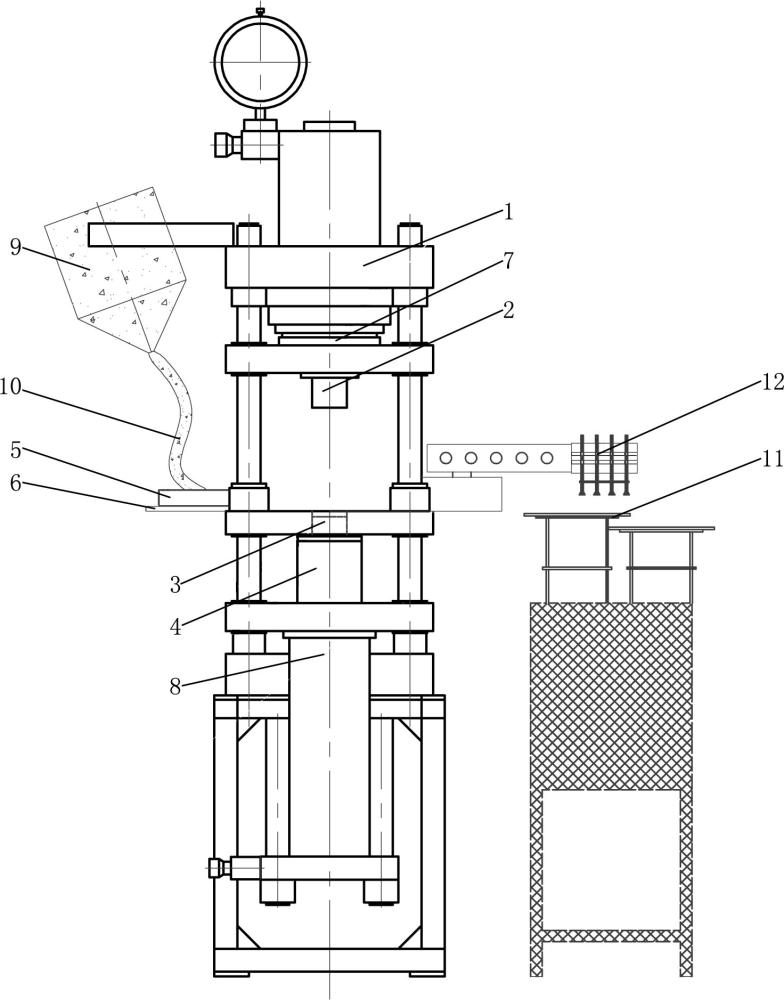
3、一种压制成型自动化设备,包括机架、上模、阴模和下模,阴模固定安装在机架上,上模可升降安装在机架上并处于阴模的上方,机架上设有能够驱动上模升降的上模升降机构,下模可升降安装在机架上并处于阴模的下方,机架上设有能够驱动下模升降的下模升降机构,阴模上设有多个上下走向的通孔;上模设有多个上模冲,上模冲与通孔数量相同且一一对应;下模设有多个下模冲,下模冲与通孔数量相同且一一对应,下模冲处在阴模上对应的通孔中;其特征在于:还包括布料箱和能够驱动布料箱水平移动的布料驱动机构;布料驱动机构安装在所述机架上,布料箱设置在阴模的上方,布料箱的下表面紧贴在阴模的上表面上并能够在阴模的上表面上进行水平移动;布料箱的内部设有装载粉料的布料腔,布料箱上设有与布料腔连通的入料口,布料箱底部设有与布料腔连通的出料口。
4、工作时,先通过布料箱的入料口将布料腔装满粉料;然后使下模上的各个下模冲处在通孔中合适的高度位置,形成多个以下模冲上端面为底面并能够装载粉料的模腔,通过布料驱动机构驱动布料箱在阴模的上表面上移动,使出料口能够覆盖各模腔,布料腔的粉料由于重力作用从出料口掉落到各个模腔中;接着,通过布料驱动机构驱动布料箱在阴模的上表面上移动,由于布料箱的下表面紧贴在阴模的上表面上,使布料箱的下表面通过移动对各个模腔中的粉料表面进行刮平,并使布料箱移出上模与下模的合模区域;再驱动上模向下运动,上模上的各个上模冲分别插入到阴模上对应的通孔中,使上模与下模相对阴模进行合模制成坯体(上模冲从上向下给粉料施加压力;下模冲可位置保持不变或者向上运动,自下向上给粉料施加压力);最后,驱动上模向上运动,开模,取出压制成型的坯体。在开模阶段,上模向上运动后,下模可向上运动并将坯体抬升,以便取出坯体。
5、优选方案中,所述布料箱的两个相对侧板的底部分别设有条形导轨,所述阴模的上表面上设有两条与相应条形导轨对应的滑槽,条形导轨处于相应的滑槽中并能够沿滑槽移动。通过布料驱动机构推动布料箱在阴模的上表面上沿着滑槽的方向进行移动。
6、进一步优选方案中,所述布料驱动机构包括平移液压缸,平移液压缸的缸体安装在所述机架上并且与所述条形导轨相平行,平移液压缸的动力输出端与所述布料箱的外壁连接。
7、优选方案中,所述入料口设于所述布料箱的顶部。当然,所述入料口也可设于布料箱的侧壁上部,通过这种设置,便于布料箱自上往下进行下料。
8、优选方案中,所述机架上设有料斗,料斗通过输料管与所述入料口连接。通过料斗和输料管的设置,加料更加方便,料斗中的粉料可通过输料管持续补充到布料腔中,确保布料腔中充满粉料,提高布料的效率和准确性。
9、通常,上述上模升降机构包括第一升降液压缸,第一升降液压缸的缸体安装在机架上,第一升降液压缸的活塞杆朝下伸出,上模与第一升降液压缸的活塞杆末端连接,通过第一升降液压缸来控制上模的升降。上述下模升降机构包括第二升降液压缸,第二升降液压缸的缸体安装在机架上,第二升降液压缸的活塞杆朝上伸出,下模与第二升降液压缸的活塞杆末端连接,通过第二升降液压缸来控制下模的升降。
10、上述平移液压缸、第一升降液压缸、第二升降液压缸也可采用气缸替代。
11、优选方案中,所述压制成型自动化设备还包括叠垛器,叠垛器设于所述阴模一侧,所述机架上设有能够将阴模上的坯体取出并放置到叠垛器上的机械手。
12、本实用新型与现有技术相比,具有如下优点:
13、本实用新型通过可移动的布料箱对阴模进行自动布料,同时将粉料表面进行刮平,保证每次布料的稳定性和精准性,使得粉料整体厚度均匀,保证坯体压制后整体厚度均匀,确保每个坯体的一致性;减少时间成本和人工成本,提高生产效率。
技术特征:
1.一种压制成型自动化设备,包括机架、上模、阴模和下模,阴模固定安装在机架上,上模可升降安装在机架上并处于阴模的上方,机架上设有能够驱动上模升降的上模升降机构,下模可升降安装在机架上并处于阴模的下方,机架上设有能够驱动下模升降的下模升降机构,阴模上设有多个上下走向的通孔;上模设有多个上模冲,上模冲与通孔数量相同且一一对应;下模设有多个下模冲,下模冲与通孔数量相同且一一对应,下模冲处在阴模上对应的通孔中;其特征在于:还包括布料箱和能够驱动布料箱水平移动的布料驱动机构;布料驱动机构安装在所述机架上,布料箱设置在阴模的上方,布料箱的下表面紧贴在阴模的上表面上并能够在阴模的上表面上进行水平移动;布料箱的内部设有装载粉料的布料腔,布料箱上设有与布料腔连通的入料口,布料箱底部设有与布料腔连通的出料口。
2.如权利要求1所述的压制成型自动化设备,其特征在于:所述布料箱的两个相对侧板的底部分别设有条形导轨,所述阴模的上表面上设有两条与相应条形导轨对应的滑槽,条形导轨处于相应的滑槽中并能够沿滑槽移动。
3.如权利要求2所述的压制成型自动化设备,其特征在于:所述布料驱动机构包括平移液压缸,平移液压缸的缸体安装在所述机架上并且与所述条形导轨相平行,平移液压缸的动力输出端与所述布料箱的外壁连接。
4.如权利要求1所述的压制成型自动化设备,其特征在于:所述入料口设于所述布料箱的顶部。
5.如权利要求1所述的压制成型自动化设备,其特征在于:所述机架上设有料斗,料斗通过输料管与所述入料口连接。
6.如权利要求1所述的压制成型自动化设备,其特征在于:还包括叠垛器,叠垛器设于所述阴模一侧,所述机架上设有能够将阴模上的坯体取出并放置到叠垛器上的机械手。
技术总结
本技术公开了一种压制成型自动化设备,包括机架、上模、阴模、下模、布料箱和能够驱动布料箱水平移动的布料驱动机构,阴模固定安装在机架上,上模可升降安装在机架上并处于阴模上方,机架上设有能够驱动上模升降的上模升降机构,下模可升降安装在机架上并处于阴模下方,机架上设有能够驱动下模升降的下模升降机构,阴模上设有多个上下走向的通孔;上模设有多个上模冲,下模设有多个下模冲,下模冲处在阴模上对应的通孔中;布料驱动机构安装在机架上,布料箱设置在阴模上方,布料箱的下表面紧贴在阴模上表面上并能够在阴模的上表面上进行水平移动;布料箱内部设有布料腔,布料箱上设有入料口,布料箱底部设有与布料腔连通的出料口。
技术研发人员:丁三新,张世平,刘次友,蔡贻鑫
受保护的技术使用者:广东东方锆业科技股份有限公司
技术研发日:20240329
技术公布日:2024/11/26
- 还没有人留言评论。精彩留言会获得点赞!