一种单曲率钛合金百叶窗成型装置的制作方法
本技术涉及一种热成型装置,特别是一种单曲率钛合金百叶窗成型装置。
背景技术:
1、钛合金是以钛为基加入其他合金元素组成的合金,钛合金具有密度低、比强度高、抗腐蚀性能好、工艺性能好等优点。目前钛合金是应用最广泛的钛金属材料,在航空材料、石油开采、食品、体育、医疗等领域都有广泛应用。
2、单曲率百叶窗零件材料为tc4,型面处带有多处类似窗口状翻边,制造难度大。现在国内针对该类零件通常采用的方法是:先对平板料进行滚弯成型,再在滚弯件上制造止裂孔,防止冲切时撕裂零件有效区,最终通过冲压方式成型百叶窗。但平板料滚弯成型时回弹严重,需经过多次矫形,制造周期长,浪费大量制造成本;同时冲压成型百叶窗时由于板料受冲切力会产生窜动,导致止裂孔边缘经常出现裂纹,止裂孔相对位置发生偏移,且冲切时经常出现褶皱,零件制造精度低、废品率高。因此,急需一种新的成型装置提高制造精度和成品率。
技术实现思路
1、本实用新型的目的是针对上述技术中存在的缺陷,提供一种单曲率钛合金百叶窗成型装置,通过热成型装置对钛合金材料百叶窗加工成型,提高成型精度和成品率。
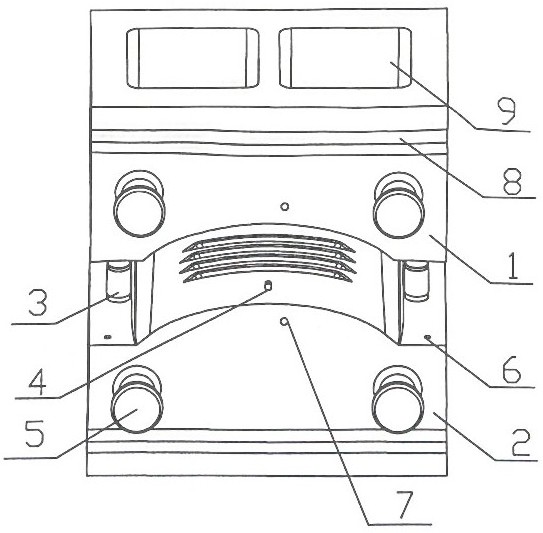
2、本实用新型的目的是这样实现的:包括热成型设备和安装在热成型设备上的模具;所述模具包括上模和下模,所述上模设有一弧形凹陷面,所述弧形凹陷面内设有百叶凹槽;所述下模设有一弧形凸面,所述弧形凸面与所述弧形凹陷面相匹配,所述弧形凸面上与百叶凹槽相对应地设有百叶凸起,所述上模与所述下模对应设有导柱孔,所述上模与所述下模通过导柱装配耦合。
3、优选地,所述上模和所述下模的两端均设有压板槽,通过压板与压板槽连接将所述上模和所述下模固定在热成型设备的平台上。
4、优选地,所述上模和所述下模均设有测温孔。
5、优选地,所述上模和所述下模对应设有定位销孔,定位销孔内设有定位销,通过定位销对毛料定位。
6、优选地,所述上模和所述下模两端均设有起重棒。
7、优选地,所述上模和所述下模两侧均设有加工基准孔。
8、优选地,所述上模设有减重槽。
9、本实用新型的有益效果:本申请在热成型设备上安装模具,利用热成型技术加工钛合金百叶窗,方便操作,并且成型后精度高,废品率低。
技术特征:
1.一种单曲率钛合金百叶窗成型装置,其特征是:包括热成型设备和安装在热成型设备上的模具;所述模具包括上模和下模,所述上模设有一弧形凹陷面,所述弧形凹陷面内设有百叶凹槽;所述下模设有一弧形凸面,所述弧形凸面与所述弧形凹陷面相匹配,所述弧形凸面上与百叶凹槽相对应地设有百叶凸起,所述上模与所述下模对应设有导柱孔,所述上模与所述下模通过导柱装配耦合。
2.根据权利要求1所述的一种单曲率钛合金百叶窗成型装置,其特征是,所述上模和所述下模的两端均设有压板槽,通过压板与压板槽连接将所述上模和所述下模固定在热成型设备的平台上。
3.根据权利要求1所述的一种单曲率钛合金百叶窗成型装置,其特征是,所述上模和所述下模均设有测温孔。
4.根据权利要求1所述的一种单曲率钛合金百叶窗成型装置,其特征是,所述上模和所述下模对应设有定位销孔,定位销孔内设有定位销,通过定位销对毛料定位。
5.根据权利要求1所述的一种单曲率钛合金百叶窗成型装置,其特征是,所述上模和所述下模两端均设有起重棒。
6.根据权利要求1所述的一种单曲率钛合金百叶窗成型装置,其特征是,所述上模和所述下模两侧均设有加工基准孔。
7.根据权利要求1所述的一种单曲率钛合金百叶窗成型装置,其特征是,所述上模设有减重槽。
技术总结
本技术提供一种单曲率钛合金百叶窗成型装置,包括热成型设备和安装在热成型设备上的模具;所述模具包括上模和下模,所述上模设有一弧形凹陷面,所述弧形凹陷面内设有百叶凹槽;所述下模设有一弧形凸面,所述弧形凸面与所述弧形凹陷面相匹配,所述弧形凸面上与百叶凹槽相对应地设有百叶凸起,所述上模与所述下模对应设有导柱孔,所述上模与所述下模通过导柱装配耦合。利用热成型技术加工钛合金百叶窗,成型后精度高,减少废品率。
技术研发人员:宋洲,李朋
受保护的技术使用者:沈阳万航机械制造有限公司
技术研发日:20240402
技术公布日:2024/11/26
- 还没有人留言评论。精彩留言会获得点赞!