极卷辊压设备的制作方法
本技术涉及电池制造,尤其涉及一种极卷辊压设备。
背景技术:
1、在电池生产制程过程中,极卷的中间区域作为涂覆区,相对两侧边作为空箔区使用。将浆料涂覆于极卷的涂覆区后,对极卷进行烘干处理。将极卷烘干后,需要将极卷辊压至预设厚度。由于极卷的中间区域上附着有涂层,极卷的中间区域的厚度大于相对两侧边的厚度,遭遇辊压时,中间区域经辊压存在一定的延展性,而空箔区未经辊压不进行延展,造成空箔区发生弯曲褶皱。通常,极卷的基体为金属材质,可采用冷拉伸的方式对极卷的空箔区进行冷拉伸,以使极卷的空箔区进行延展,以消除褶皱。
2、然而,对于复合型极卷,其基体为非金属材质,具有较高的弹性,其可塑性很差,采用冷拉伸消除褶皱的方式显然不再适用。
技术实现思路
1、本实用新型提供一种极卷辊压设备,用以消除复合型极卷经辊压所产生的褶皱。
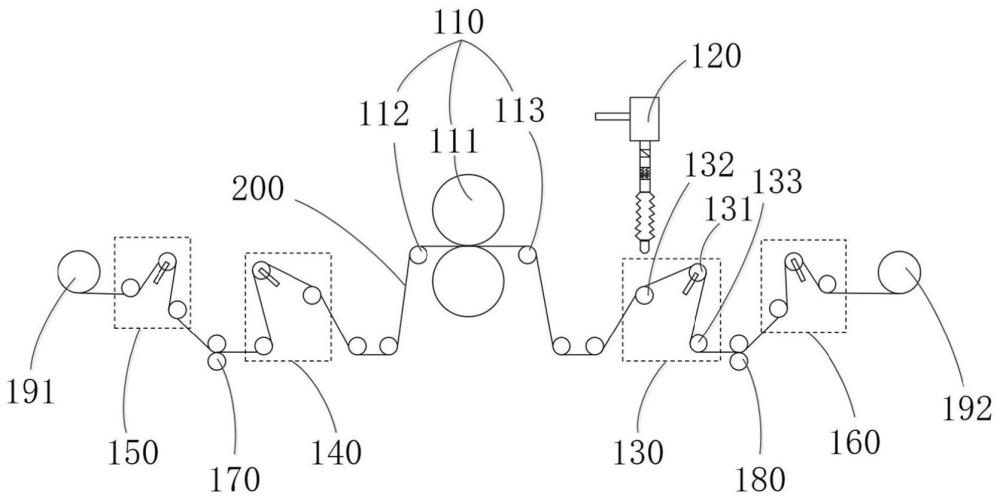
2、本实用新型提供一种极卷辊压设备,包括:
3、辊压机构,用于辊压极卷;
4、加热组件,设置于辊压机构的下游,用于向辊压后的极卷的相对两侧边鼓吹热风,以加热辊压后的极卷的相对两侧边;
5、第一张力调节机构,设置于辊压机构的下游,包括摆动辊;摆动辊的侧壁用于承接加热后的极卷,能够发生摆动,以调节极卷所受张力;摆动辊的相对两端分别安装有塑形部;在摆动辊作用于加热后的极卷时,两端的塑形部对加热后的极卷的相对两侧边进行塑形。
6、在其中一些实施例中,加热组件包括:
7、空气加热器,内部形成加热腔;气流经加热腔加热后流向极卷。
8、在其中一些实施例中,加热组件还包括:
9、风量调节器,与空气加热器连通,用于调节流入空气加热器的风量或用于调节流出空气加热器的风量。
10、在其中一些实施例中,加热组件还包括:
11、引流管,与空气加热器连通,用于引导气流流向极卷;
12、出气嘴,通过引流管与空气加热器连通。
13、在其中一些实施例中,引流管为能够折弯的管路。
14、在其中一些实施例中,加热组件还包括:
15、过滤器,与空气加热器连通,用于过滤流向空气加热器的气流或过滤流出空气加热器的气流。
16、在其中一些实施例中,第一张力调节机构还包括:
17、冷却辊,侧壁用于承接塑形后的极卷,并对塑形后的极卷进行冷却。
18、在其中一些实施例中,辊压机构包括:
19、压辊,为两个以上,并列设置,侧壁之间形成辊压缝。
20、在其中一些实施例中,还包括:
21、第二张力调节机构,设置于辊压机构的上游,用于调节辊压前的极卷的张力;
22、第三张力调节机构,设置于第二张力调节机构的上游,用于调节从放卷机构上所释放的极卷的张力;
23、第四张力调节机构,设置于第一张力调节机构下游,用于调节收卷前的极卷的张力;
24、第一张力隔断机构,设置于第二张力调节机构和第三张力调节机构之间,用于隔断张力;
25、第二张力隔断机构,设置于第一张力调节机构和第四张力调节机构之间,用于隔断张力。
26、在其中一些实施例中,还包括:
27、放卷机构,设置于第二张力调节机构的上游,用于释放极卷;
28、收卷机构,设置于第四张力调节机构的下游,用于收卷极卷。
29、本实用新型的有益效果如下:本实用新型的极卷辊压设备通过设置辊压机构,辊压机构用于辊压经涂覆烘干后恢复至常温的极卷。加热组件用于向辊压后的极卷的相对两侧边鼓吹热风,以加热辊压后的极卷的相对两侧边。极卷的相对两侧边受热后,可塑性大大提高。摆动辊能够发生摆动,以调节极卷所受张力大小。在摆动辊牵引加热后的极卷时,两端的塑形部对加热后的极卷的相对两侧边进行塑形,有效地消除极卷遭受辊压所产生的褶皱。相对于传统的冷拉伸方式,极卷的相对两侧边不再因为自身弹性而自发恢复形变,改善了消除褶皱的效果。相对于传统的热拉伸方式,采用热风,实现了非接触式加热方式,更容易将加热源移除或移至加热位,保证了加热效果,避免了极卷的相对两侧边受热过高遭受损坏或受热过低消除褶皱效果不佳的问题。
技术特征:
1.一种极卷辊压设备,其特征在于,包括:
2.根据权利要求1所述的极卷辊压设备,其特征在于,所述加热组件包括:
3.根据权利要求2所述的极卷辊压设备,其特征在于,所述加热组件还包括:
4.根据权利要求2所述的极卷辊压设备,其特征在于,所述加热组件还包括:
5.根据权利要求4所述的极卷辊压设备,其特征在于,所述引流管为能够折弯的管路。
6.根据权利要求2所述的极卷辊压设备,其特征在于,所述加热组件还包括:
7.根据权利要求1至6任一项所述的极卷辊压设备,其特征在于,所述第一张力调节机构还包括:
8.根据权利要求1至6任一项所述的极卷辊压设备,其特征在于,所述辊压机构包括:
9.根据权利要求1至6任一项所述的极卷辊压设备,其特征在于,还包括:
10.根据权利要求9所述的极卷辊压设备,其特征在于,还包括:
技术总结
本技术涉及电池制造技术领域,尤其涉及一种极卷辊压设备,包括辊压机构、加热组件和第一张力调节机构。辊压机构用于辊压经涂覆烘干后恢复至常温的极卷。加热组件设置于辊压机构的下游,用于向辊压后的极卷的相对两侧边鼓吹热风,以加热辊压后的极卷的相对两侧边。极卷的相对两侧边受热后,可塑性大大提高。第一张力调节机构设置于辊压机构的下游。摆动辊能够发生摆动,以控制极卷所受张力。在摆动辊牵引加热后的极卷时,两端的塑形部对加热后的极卷的相对两侧边进行塑形,有效地消除极卷遭受辊压所产生的褶皱。
技术研发人员:顾煜炜,李云明,和冲冲,刘凡,何宗珂
受保护的技术使用者:蜂巢能源科技股份有限公司
技术研发日:20240401
技术公布日:2024/12/17
- 还没有人留言评论。精彩留言会获得点赞!