多点支撑长倍径钻体加工工装的制作方法
本公开涉及机械加工工装,具体涉及多点支撑长倍径钻体加工工装。
背景技术:
1、皇冠钻是一种高效、耐用、精确的钻头,皇冠钻由无到有,经历了漫长的实验和开发以及优化。皇冠钻的性能非常好,加工效率高,冠钻头广泛应用于制造业、建筑业、加工业等领域,常用于加工高硬度材料、集成电路、半导体、航空航天部件等高精度加工领域,具有高效、精准、耐久等优点。同时,随着科技和工艺的不断发展,皇冠钻头也不断地优化升级,以适应不断变化的市场需求。皇冠钻的使用寿命是普通u钻的数倍不止,使用效率也是u钻的数倍不止,这就是皇冠钻应用越来越广泛的原因。
2、但是由于皇冠钻太长太深导致在加工过程中夹持不稳会出现振刀问题,导致降低加工效率,因此,我们提出一种多点支撑长倍径钻体加工工装。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,期望提供一种多点支撑长倍径钻体加工工装。
2、第一方面,本申请提供了多点支撑长倍径钻体加工工装,包括:
3、底座,所述底座顶部平行于第一平面;
4、两个下支撑,两个所述下支撑对称设置在所述底座顶部,两个所述下支撑相互靠近的侧壁均形成第一斜面,所述第一斜面与所述第一平面之间形成第一预设夹角,且两个所述第一斜面相配合用于支撑钻体;
5、两组压块组件,两个所述压块组件分别设置在两个所述下支撑顶部,且对称设置,所述压块组件包括第一压块和第二压块,两个所述第一压块相互靠近的侧壁,以及两个所述第二压块相互靠近的侧壁均形成第二斜面,所述第二斜面和所述第一平面之间形成第二预设夹角,所述第二斜面用于压紧所述钻体,所述第一斜面之间以及和所述第二斜面之间共同形成夹持空间,用于夹持所述钻体。
6、根据本申请实施例提供的技术方案,所述底座顶部沿第一方向排列设置有两组安装部,所述安装部包括沿第二方向均匀排列的若干第一螺纹孔,所述第二方向垂直于所述第一方向,且所述第一方向和第二方向均平行于所述第一平面。
7、根据本申请实施例提供的技术方案,所述下支撑上对应两组所述安装部贯穿开设有两个第一安装孔,所述第一安装孔为长条孔,第一螺栓贯穿所述第一安装孔螺接在所述第一螺纹孔内。
8、根据本申请实施例提供的技术方案,所述第一安装孔顶部设置有沉头孔,用于容纳所述第一螺栓端部。
9、根据本申请实施例提供的技术方案,所述下支撑顶部对应所述第一压块和所述第二压块分别开设有第一凹槽和第二凹槽,所述第一凹槽贯穿所述第一斜面与所述夹持空间连通,所述下支撑具有第一侧壁,所述第二凹槽靠近所述第一斜面的一端贯穿所述第一斜面与所述夹持空间相连通,且所述第二凹槽靠近所述第一侧壁的一端贯穿所述第一侧壁设置。
10、根据本申请实施例提供的技术方案,所述第一凹槽底部内壁沿所述第一方向开设有两个第二螺纹孔,所述第二凹槽底部内壁开设有第三螺纹孔。
11、根据本申请实施例提供的技术方案,所述第一压块对应两个所述第二螺纹孔贯穿开设有两个第二安装孔,第二螺栓贯穿所述第二安装孔螺接至所述第二螺纹孔内,所述第二安装孔为长条孔。
12、根据本申请实施例提供的技术方案,所述第二压块对应所述第三螺纹孔贯穿开设有第三安装孔,第三螺栓贯穿所述第三安装孔螺接至所述第三螺纹孔内,且所述第三安装孔为长条孔。
13、综上所述,本技术方案具体公开了多点支撑长倍径钻体加工工装,包括底座,底座顶部平行于第一平面,且底座顶部对称设置有两个下支撑,两个下支撑相互靠近的侧壁均形成第一斜面,第一斜面与第一平面之间形成第一预设夹角,第一斜面能够支撑钻体,两个下支撑顶部均设置有压块组件,压块组件包括第一压块和第二压块,两个第一压块相互靠近的侧壁以及两个第二压块相互靠近的侧壁均形成第二斜面,第二斜面和第一平面之间形成第二预设夹角,第一斜面之间和第二斜面之间共同形成夹持空间,能够夹持钻体,由此,第一斜面、第二斜面均能够抵接钻体外壁,且第一压块和第二压块能够对钻体形成多点接触,由此能够对钻体进行稳定夹持,在加工时避免出现振刀的情况,降低了加工难度,提高了加工效率,节约了成本。
技术特征:
1.多点支撑长倍径钻体加工工装,其特征在于,包括:
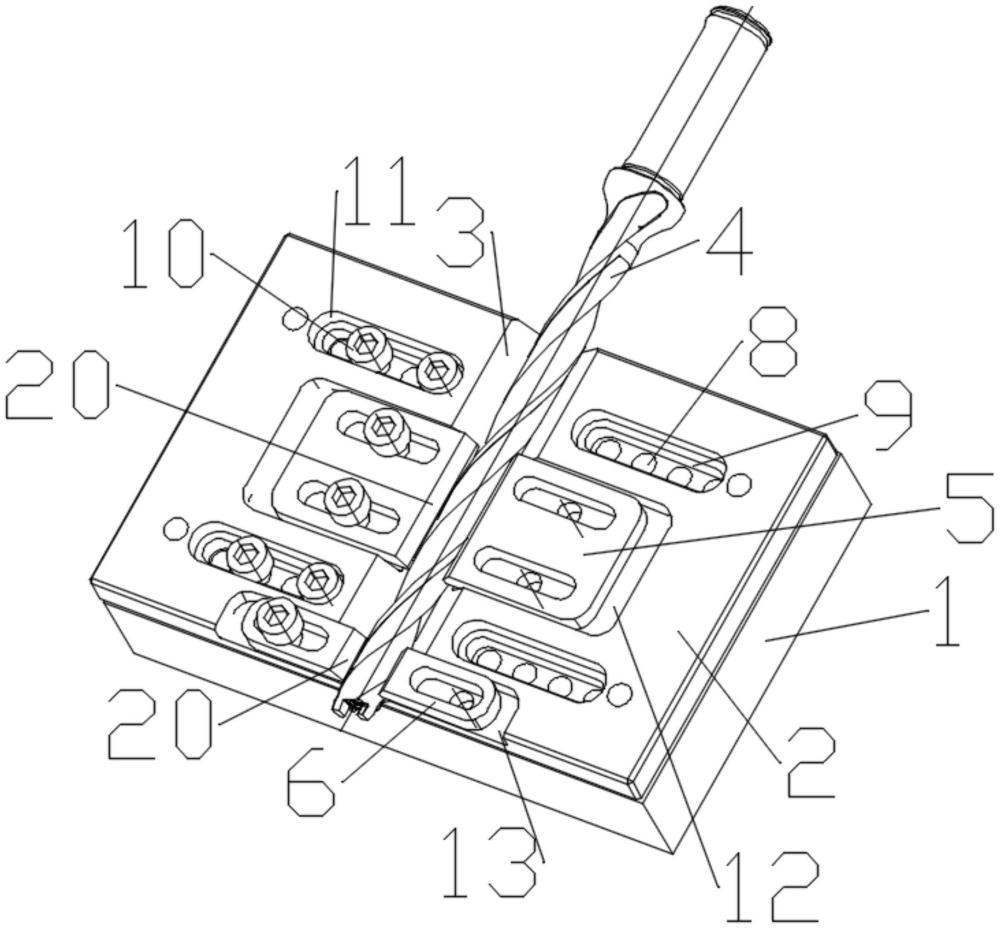
2.根据权利要求1所述的多点支撑长倍径钻体加工工装,其特征在于,所述底座(1)顶部沿第一方向排列设置有两组安装部,所述安装部包括沿第二方向均匀排列的若干第一螺纹孔(8),所述第二方向垂直于所述第一方向,且所述第一方向和第二方向均平行于所述第一平面。
3.根据权利要求2所述的多点支撑长倍径钻体加工工装,其特征在于,所述下支撑(2)上对应两组所述安装部贯穿开设有两个第一安装孔(9),所述第一安装孔(9)为长条孔,第一螺栓(10)贯穿所述第一安装孔(9)螺接在所述第一螺纹孔(8)内。
4.根据权利要求3所述的多点支撑长倍径钻体加工工装,其特征在于,所述第一安装孔(9)顶部设置有沉头孔(11),用于容纳所述第一螺栓(10)端部。
5.根据权利要求4所述的多点支撑长倍径钻体加工工装,其特征在于,所述下支撑(2)顶部对应所述第一压块(5)和所述第二压块(6)分别开设有第一凹槽(12)和第二凹槽(13),所述第一凹槽(12)贯穿所述第一斜面(3)与所述夹持空间连通,所述下支撑(2)具有第一侧壁,所述第二凹槽(13)靠近所述第一斜面(3)的一端贯穿所述第一斜面(3)与所述夹持空间相连通,且所述第二凹槽(13)靠近所述第一侧壁的一端贯穿所述第一侧壁设置。
6.根据权利要求5所述的多点支撑长倍径钻体加工工装,其特征在于,所述第一凹槽(12)底部内壁沿所述第一方向开设有两个第二螺纹孔(14),所述第二凹槽(13)底部内壁开设有第三螺纹孔(15)。
7.根据权利要求6所述的多点支撑长倍径钻体加工工装,其特征在于,所述第一压块(5)对应两个所述第二螺纹孔(14)贯穿开设有两个第二安装孔(16),第二螺栓(17)贯穿所述第二安装孔(16)螺接至所述第二螺纹孔(14)内,所述第二安装孔(16)为长条孔。
8.根据权利要求6所述的多点支撑长倍径钻体加工工装,其特征在于,所述第二压块(6)对应所述第三螺纹孔(15)贯穿开设有第三安装孔(18),第三螺栓(19)贯穿所述第三安装孔(18)螺接至所述第三螺纹孔(15)内,且所述第三安装孔(18)为长条孔。
技术总结
本申请公开了多点支撑长倍径钻体加工工装,包括底座,底座顶部平行于第一平面,两个下支撑对称设置在底座顶部,两个下支撑相互靠近的侧壁均形成第一斜面,两个下支撑顶部均设置有压块组件,压块组件包括第一压块和第二压块,两个第一压块相互靠近的侧壁以及两个第二压块相互靠近的侧壁均形成第二斜面,第一斜面之间和第二斜面之间共同形成夹持空间,能够夹持钻体,由此,第一斜面、第二斜面均能够抵接钻体外壁,第一斜面对钻体进行支撑,第二斜面对钻体进行压紧,第一压块和第二压块的第二斜面能够对钻体形成多点接触,由此能够对钻体进行稳定夹持,在加工时避免出现振刀的情况,降低了加工难度,提高了加工效率,节约了成本。
技术研发人员:姚国阳,刘春季,张雷,赵金龙
受保护的技术使用者:百斯图工具制造有限公司
技术研发日:20240409
技术公布日:2025/1/28
- 还没有人留言评论。精彩留言会获得点赞!