一种锂电池上盖生产压焊装置的制作方法
本技术涉及锂电池上盖生产压焊装置,具体是一种锂电池上盖生产压焊装置。
背景技术:
1、在锂电池生产的过程中,除了电池本体的生产,还需要利用压焊装置对锂电池的上盖进行生产压焊作业;
2、现有的压焊装置由压焊头、压焊底座、动力装置、伸缩杆等结构组成,通过将待压焊的盖板放置在压焊底座上,打开动力装置,在伸缩杆的作用下,压焊头运动,实现对锂电池上盖的生产;
3、但是现有的压焊装置在作用时,无法做到自动送料,需要花费较多的时间将待压焊盖板放置在压焊底座上,则需要对盖板进行位置调整,不仅导致压焊精度不高,还使得压焊作业的送料工作效率较低,另外,在压焊装置作业后,压焊头升起,成型的上盖会卡在压焊头的内部,则需要增加脱模的工序,使得压焊作业操作复杂,脱模速度较慢;因此,针对上述问题提出一种锂电池上盖生产压焊装置。
技术实现思路
1、为了弥补现有技术的不足,解决锂电池上盖生产压焊装置现存的一些问题,本实用新型提出一种锂电池上盖生产压焊装置。
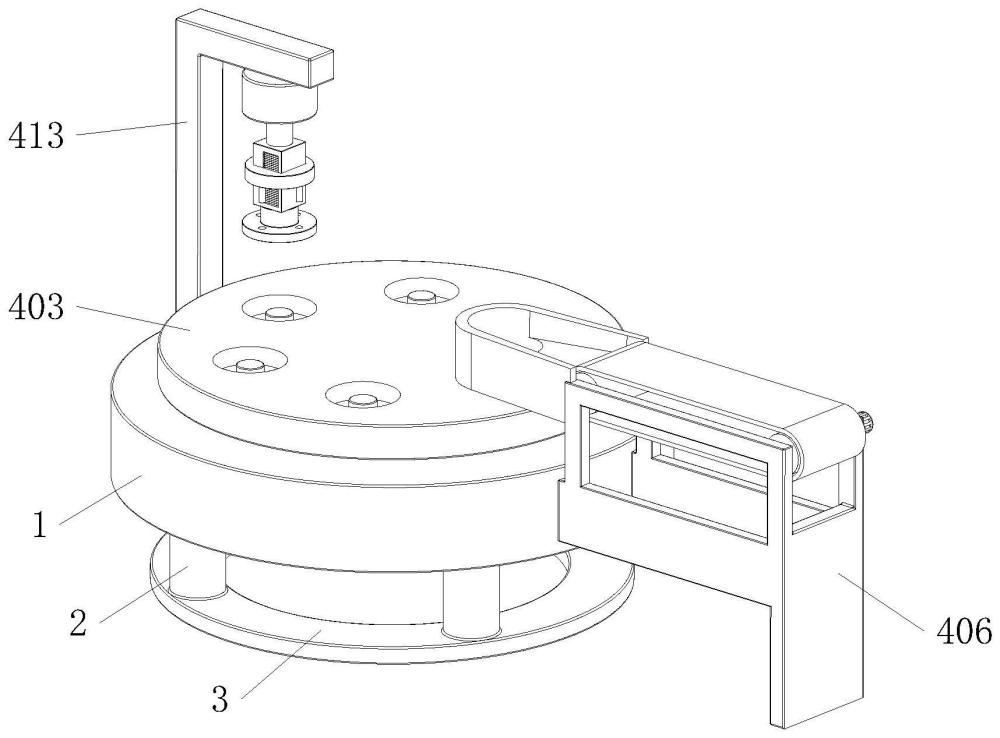
2、本实用新型解决其技术问题所采用的技术方案是:本实用新型所述的一种锂电池上盖生产压焊装置,包括主板;所述主板的底部四角位置固接有支撑杆;所述支撑杆的底部固接有固定板;所述主板上安装有送料装置;所述送料装置包括安装腔;所述主板的顶部中央位置开设有安装腔;所述安装腔的内部安装有电机;所述电机的输出轴顶部安装有转动底板;所述转动底板的顶部端面上等距开设有冲压腔;所述冲压腔的内壁底面中央位置固接有压焊底座;
3、所述主板的外侧弧面一侧固接有固定架;所述固定架板身的两端转动安装有辊筒;所述辊筒的截面外部套设安装有传送带;所述固定架的外侧面一端安装有一号小马达;所述一号小马达的输出轴端部穿过固定架的板身并与辊筒相连接;所述固定架远离一号小马达的一端固接有定位架;所述定位架的顶部开设有滑动腔;所述滑动腔远离固定架的一端底部端面上开设有连接孔;所述一号小马达与电机的运动频率可保持一致;实现了对压焊装置的送料作用。
4、优选的,所述滑动腔的顶部端面呈倾斜状,且其底部端面的倾斜度向转动底板降低;所述连接孔的开设直径与冲压腔的开设直径相等;所述连接孔竖向的中心直线可与冲压腔竖向的中心直线重合;保证了送料装置能够顺利发挥作用。
5、优选的,所述主板远离固定架的一端顶部端面上固接有作用架;所述作用架的横杆底部安装有液压缸;所述液压缸的底部安装有伸缩杆;所述伸缩杆的底部固接有连接杆;所述连接杆的底部固接有压焊头;所述压焊头的底部固接有压板;所述压焊头与压板的内部开设有压槽;做到了对上盖板的压焊作用。
6、优选的,所述连接杆上安装有便脱模装置;所述便脱模装置包括升降板;所述升降板的内部开设有贯穿腔;所述升降板通过贯穿腔套设在连接杆的截面外部;所述贯穿腔的内壁一侧面上开设有转动槽;所述转动槽的内壁一端安装有二号小马达;所述二号小马达的输出轴端部安装有齿轮;实现了为便脱模装置提供动力的效果。
7、优选的,所述连接杆的一侧面上开设有作用槽;所述作用槽的内壁端面上等距安装有轮齿;所述齿轮的作用范围超出转动槽的作用范围;所述齿轮与轮齿啮合;保证了升降板能够上下运动的效果。
8、优选的,所述升降板底部等距固接有推杆;所述压板的顶部端面上等距开设有贯穿孔;所述贯穿孔的开设直径大于推杆的截面直径;所述推杆可沿贯穿孔运动并伸出;实现了快速脱模的作用。
9、本实用新型的有益之处在于:
10、1.本实用新型通过送料装置的结构设计,打开安装腔内部的电机,输出轴带动转动底板周期性转动,且转动底板停止时,冲压腔顶部的开设口与连接孔的底部开设口重合,而后,将待压焊的上盖板放置在传送带的顶部,打开一号小马达,辊筒带动传送带转动,使得待压焊的上盖板周期性向固定架方向运动,在待压焊的上盖板落入定位架的滑动腔内部后,经过连接孔进入冲压腔,在冲压腔带动待压焊的上盖板运动至作用架的作用范围后,在转动底板间歇性停止转动,液压缸作用,伸缩杆带动连接杆向下运动,压焊头与压板随之向冲压腔方向运动,在压焊底座的作用下,实现了对待压焊的上盖板压焊作用,做到了自动送料的作用,提高了压焊作业的精度。
11、2.本实用新型通过便脱模装置的结构设计,在压焊头与压板作业后向上运动,此时转动槽内部的二号小马达作用,输出轴带动齿轮转动,在作用槽内部轮齿的配合下,升降板带动推杆向贯穿孔方向运动,推杆穿过贯穿孔,使得卡设在压板上的成型上盖脱离,做到了快速脱模的作用,提高了压焊作业的效率。
技术特征:
1.一种锂电池上盖生产压焊装置,包括主板(1);所述主板(1)的底部四角位置固接有支撑杆(2);所述支撑杆(2)的底部固接有固定板(3);所述主板(1)上安装有送料装置;其特征在于:所述送料装置包括安装腔(401);所述主板(1)的顶部中央位置开设有安装腔(401);所述安装腔(401)的内部安装有电机(402);所述电机(402)的输出轴顶部安装有转动底板(403);所述转动底板(403)的顶部端面上等距开设有冲压腔(404);所述冲压腔(404)的内壁底面中央位置固接有压焊底座(405);
2.根据权利要求1所述的一种锂电池上盖生产压焊装置,其特征在于:所述滑动腔(411)的顶部端面呈倾斜状,且其底部端面的倾斜度向转动底板(403)降低;所述连接孔(412)的开设直径与冲压腔(404)的开设直径相等;所述连接孔(412)竖向的中心直线可与冲压腔(404)竖向的中心直线重合。
3.根据权利要求2所述的一种锂电池上盖生产压焊装置,其特征在于:所述主板(1)远离固定架(406)的一端顶部端面上固接有作用架(413);所述作用架(413)的横杆底部安装有液压缸(414);所述液压缸(414)的底部安装有伸缩杆(415);所述伸缩杆(415)的底部固接有连接杆(416);所述连接杆(416)的底部固接有压焊头(417);所述压焊头(417)的底部固接有压板(418);所述压焊头(417)与压板(418)的内部开设有压槽。
4.根据权利要求3所述的一种锂电池上盖生产压焊装置,其特征在于:所述连接杆(416)上安装有便脱模装置;所述便脱模装置包括升降板(501);所述升降板(501)的内部开设有贯穿腔(502);所述升降板(501)通过贯穿腔(502)套设在连接杆(416)的截面外部;所述贯穿腔(502)的内壁一侧面上开设有转动槽(503);所述转动槽(503)的内壁一端安装有二号小马达(504);所述二号小马达(504)的输出轴端部安装有齿轮(505)。
5.根据权利要求4所述的一种锂电池上盖生产压焊装置,其特征在于:所述连接杆(416)的一侧面上开设有作用槽(506);所述作用槽(506)的内壁端面上等距安装有轮齿(507);所述齿轮(505)的作用范围超出转动槽(503)的作用范围;所述齿轮(505)与轮齿(507)啮合。
6.根据权利要求5所述的一种锂电池上盖生产压焊装置,其特征在于:所述升降板(501)底部等距固接有推杆(508);所述压板(418)的顶部端面上等距开设有贯穿孔(509);所述贯穿孔(509)的开设直径大于推杆(508)的截面直径;所述推杆(508)可沿贯穿孔(509)运动并伸出。
技术总结
本技术属于锂电池上盖生产压焊装置技术领域,具体的说是一种锂电池上盖生产压焊装置,包括主板;所述主板上安装有送料装置;所述转动底板的顶部端面上等距开设有冲压腔;所述辊筒的截面外部套设安装有传送带;所述定位架的顶部开设有滑动腔;所述滑动腔远离固定架的一端底部端面上开设有连接孔;所述连接杆上安装有便脱模装置;所述二号小马达的输出轴端部安装有齿轮;所述作用槽的内壁端面上等距安装有轮齿;所述升降板底部等距固接有推杆;所述压板的顶部端面上等距开设有贯穿孔;通过送料装置与便脱模装置的共同作用,实现了对待压焊的上盖板压焊作用,做到了自动送料的作用,提高了压焊作业的精度,做到了快速脱模的作用。
技术研发人员:李静
受保护的技术使用者:成都庆时海新能源科技有限公司
技术研发日:20240411
技术公布日:2025/1/16
- 还没有人留言评论。精彩留言会获得点赞!